3 przebieg pr ogramu 11.3 przebieg programu – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 206
11 Test programu i przebieg programu
192
11.3
Przebieg
pr
ogramu
11.3 Przebieg programu
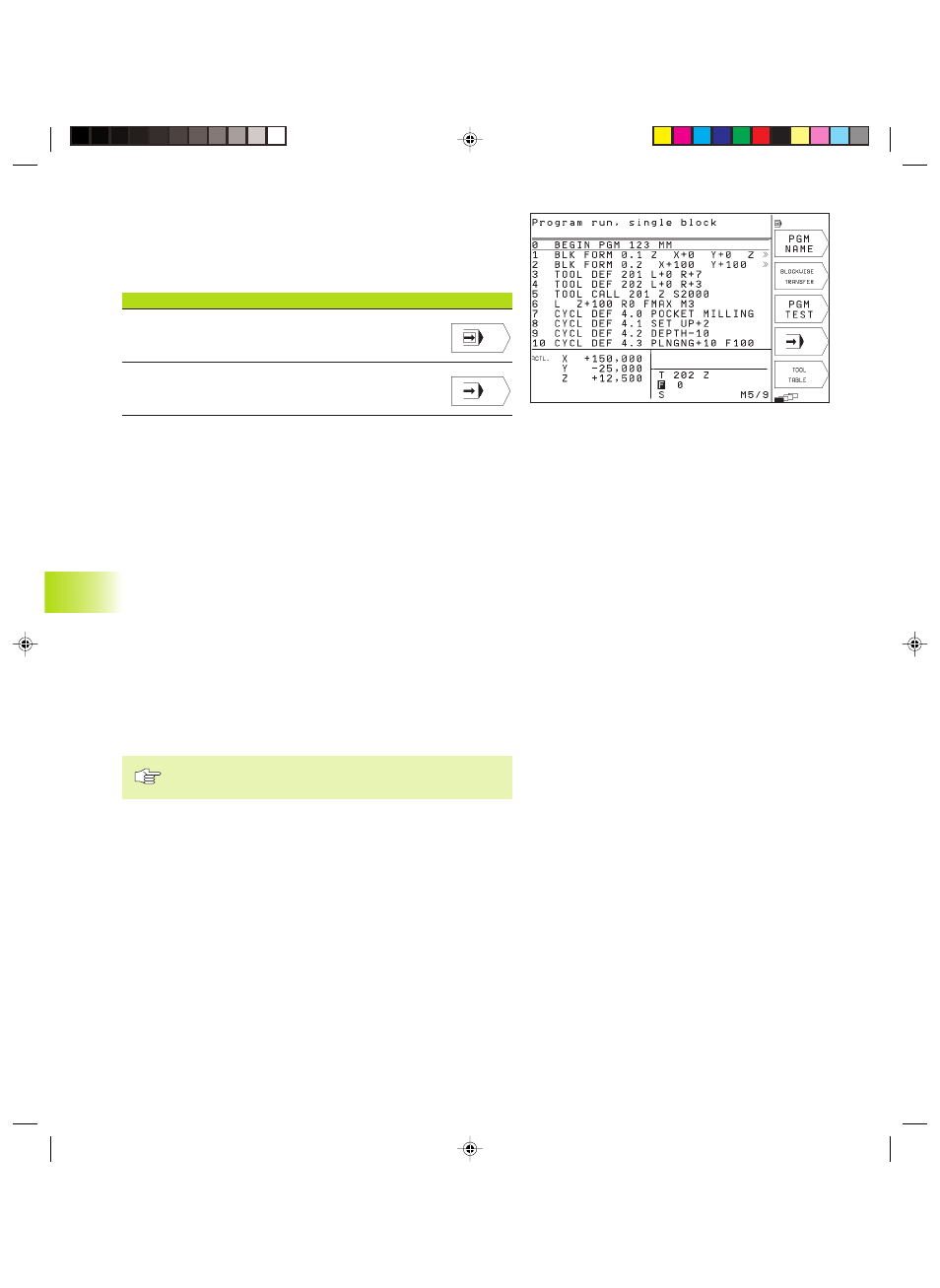
W rodzaju pracy Przebieg programu TNC wykonuje program
pojedyñczym blokiem lub w trybie ci¹g³ym.
Funkcje
Softkey
Przebieg programu pojedyñczymi blokami
(ustawienie podstawowe)
Przebieg programu wed³ug kolejnoci bloków
Podczas przebiegu programu pojedyñczymi blokami, TNC
wykonuje ka¿dy blok oddzielnie po naciniêciu NC-START-
klawisza.
W rodzaju pracy Przebieg programu wed³ug kolejnoci bloków,
TNC wykonuje program obróbki w trybie ci¹g³ym a¿ do koñca
programu lub do momentu przerwania pracy.
Nastêpuj¹ce funkcje TNC mo¿na wykorzystywaæ w rodzajach
pracy przebiegu programu:
n
Przerwaæ przebieg programu
n
Przebieg programu od okrelonego bloku
n
Dodatkowy wywietlacz stanu
Wykonaæ program obróbki
Przygotowanie
1 Zamocowaæ przedmiot na stole maszynowym
2 Wyznaczyæ punkt odniesienia
3 Wybraæ program obróbki (stan M)
Posuw i prêdkoæ obrotow¹ wrzeciona mo¿na zmieniaæ
przy pomocy ga³ek obrotowych Override.
Przebieg programu wed³ug kolejnoci bloków
ú
Uruchomiæ program obróbki przy pomocy NC-Start-klawisza
Przebieg programu pojedyñczy blok
ú
Uruchomiæ ka¿dy blok programu obróbki oddzielnie przy pomocy
NC-Start-klawisza
Nkap11.pm6
15.12.2005, 09:53
192