2 podprogramy – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 162
9 Programowanie: Podprogramy ipowtórzenia czêci programu
148
9.1
Zaznaczenie
podpr
ogramów
i powtórzeñ
czêci
pr
ogramu;
9.2
Podpr
ogramy
9.1 Zaznaczyæ podprogramy i
powtórzenia czêci programu
Raz zaprogramowane kroki obróbki mo¿na przy pomocy
podprogramów i powtórzeñ czêci programu ponownie wykonaæ.
Label
Podprogramy i powtórzenia czêci programu rozpoczynaj¹ siê w
programie obróbki znakiem LBL, skrót od LABEL (ang. znacznik,
oznaczenie).
LABEL otrzymuj¹ numer miêdzy 1 i 254. Ka¿dy numer LABEL-a
wolno tylko raz nadawaæ w programie z LABEL SET.
LABEL 0 (LBL 0) oznacza koniec podprogramu i dlatego mo¿e byæ
stosowany dowolnie czêsto.
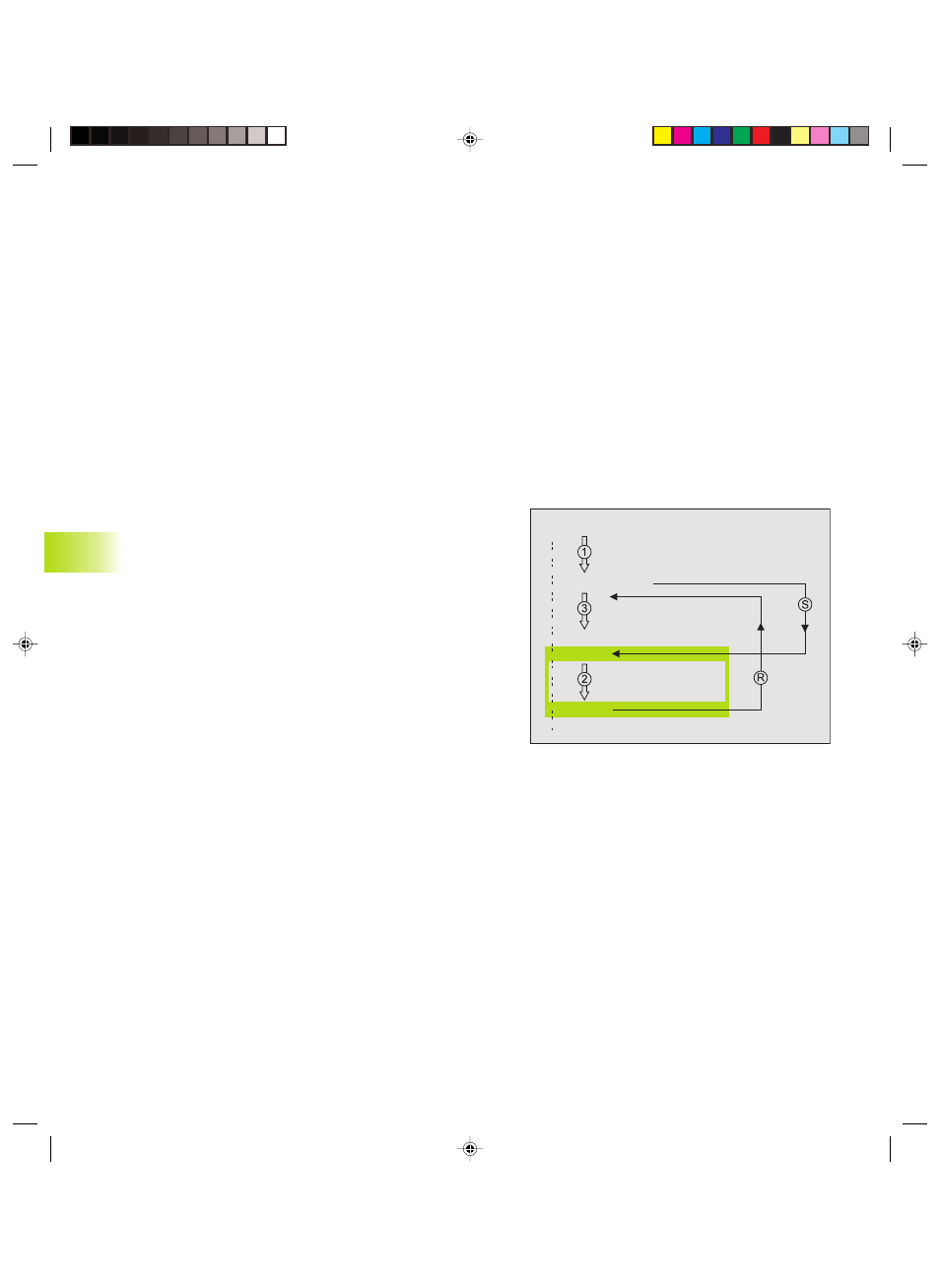
9.2 Podprogramy
Sposób pracy
1 TNC wykonuje program obróbki do momentu wywo³ania
podprogramu CALL LBL
2 Od tego miejsca TNC odpracowuje wywo³any podprogram a¿ do
koñca podprogramu LBL 0
3 Dalej TNC kontynuje wykonanie programu obróbki od bloku,
który nastêpuje po wywo³aniu podprogramu CALL LBL
Wskazówki dotycz¹ce programowania
n
Program g³ówny mo¿e zawieraæ do 254 podprogramów
n
Podprogramy mog¹ byæ wywo³ywane w dowolnej kolejnoci i
dowolnie czêsto
n
Podprogram nie mo¿e sam siê wywo³aæ
n
Proszê programowaæ podprogramy na koñcu programu
g³ównego (za blokiem z M2 lub M30)
n
Jeli podprogramy w programie obróbki znajduj¹ siê
przedblokiem z M02 lub M30, to zostan¹ one bez wywo³ania
przynajmniej raz odpracowane
0 BEGIN PGM ...
CALL LBL1
L Z+100 M2
LBL1
LBL0
END PGM ...
Lkap9.pm6
15.12.2005, 09:53
148