3 przebieg pr ogramu – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 211
197
HEIDENHAIN TNC 310
Dowolne wejcie do programu (przebieg bloków w
przód)
Przy pomocy funkcji PRZEBIEG DO BLOKU N (przebieg bloków do
przodu) mo¿na odpracowywaæ program obróbki od dowolnie
wybranego bloku N. Obróbka przedmiotu zostanie do tego bloku
uwzglêdniona przez TNC w obliczeniach.
Przebieg bloków do przodu rozpoczynaæ zawsze na
pocz¹tku programu.
Jeli program zawiera do koñca przebiegu bloków
zaprogramowane przerwanie programu, to TNC przerywa
w tym miejscu przebieg bloków do przodu. Aby
kontynuowaæ przebieg bloków w przód, proszê nacisn¹æ
jeszcze raz Softkeys PRZEBIEG DO BLOKU N i START.
Po przebiegu bloków w przód proszê przemieciæ
narzêdzie przy pomocy funkcji Ponowny najazd na
kontur, na ustalon¹ pozycjê (patrz nastêpna strona).
ú
Wybraæ pierwszy blok aktualnego programu jako pocz¹tek
przebiegu do przodu: SKOK 0 wprowadziæ.
ú
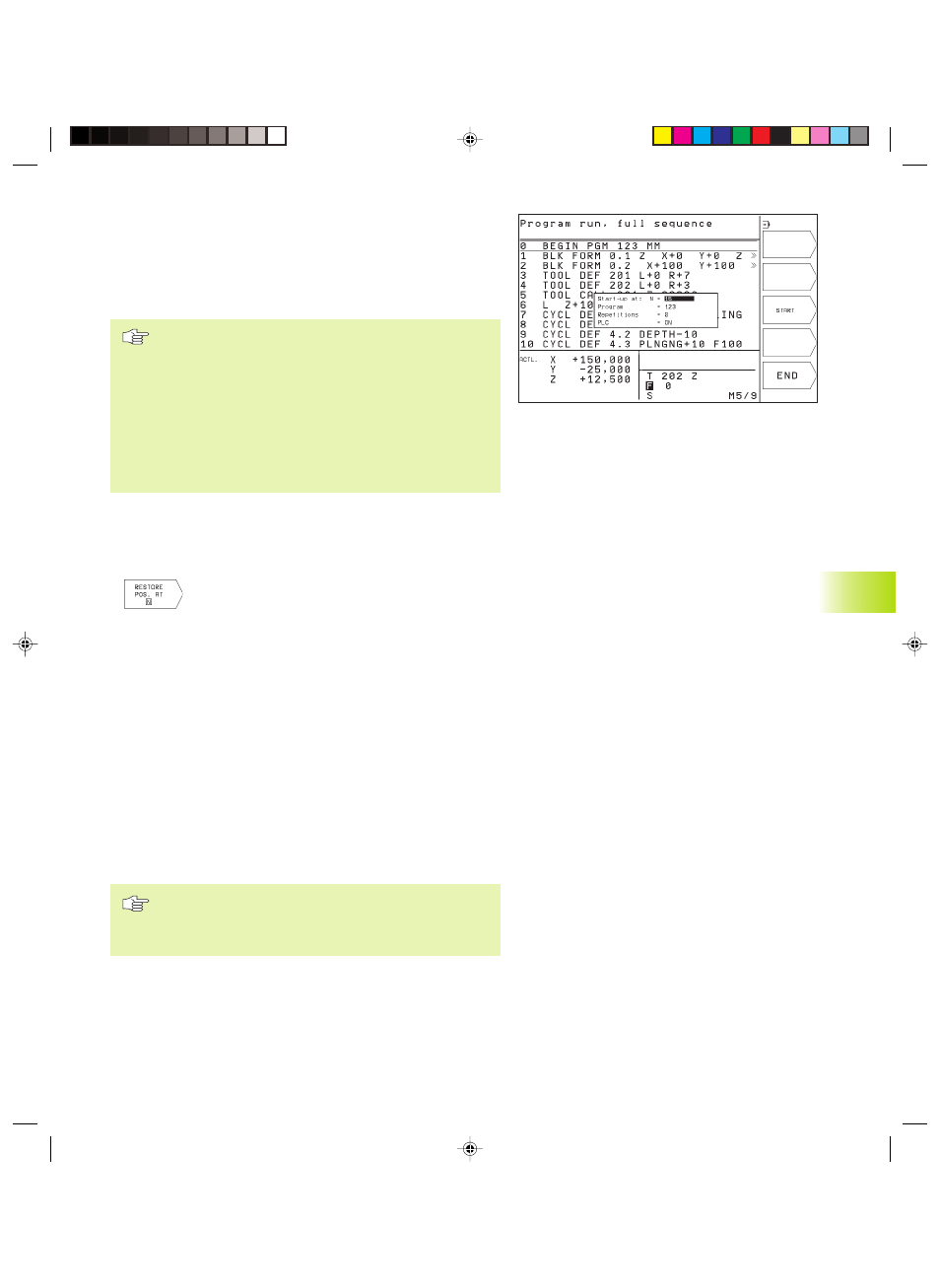
Wybraæ przebieg bloków w przód: nacisn¹æ Softkey PRZEBIEG
DO BLOKU N, TNC wywietla okno wprowadzania danych:
ú
Przebieg w przód do N: wprowadziæ numer N bloku,
na którym ma zakoñczyæ siê przebieg w przód
ú
Program: wprowadziæ nazwê programu, w którym
znajduje siê blok N
ú
Powtórzenia: wprowadziæ liczbê powtórzeñ, które
maj¹ byæ uwzglêdnione w przebiegu bloków do
przodu, je¿eli blok N znajduje siê w powtórzeniu
czêci programu
ú
PLC ON/OFF: aby uwzglêdniæ wywo³ania narzêdzi
i funkcje dodatkowe M: PLC ustawiæ na ON (przy
pomocy klawisza ENT prze³¹czaæ pomiêdzy ON i
OFF). PLC na OFF uwzglêdnia wy³¹cznie
geometriê
ú
Uruchomiæ przebieg bloków w przód: nacisn¹æ
Softkey START
ú
Dosun¹æ narzêdzie do konturu: patrz nastêpny
fragment Ponowne dosuniêcie narzêdzia do
konturu
Okno wprowadzania danych mo¿na przesun¹æ dla
przebiegu bloków w przód. Proszê nacisn¹æ w tym celu
klawisz okrelania podzia³u monitora i korzystaæ z
wywietlonych tam Softkeys.
11.3
Przebieg
pr
ogramu
Nkap11.pm6
15.12.2005, 09:53
197