HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 136
8 Programowanie: Cykle
122
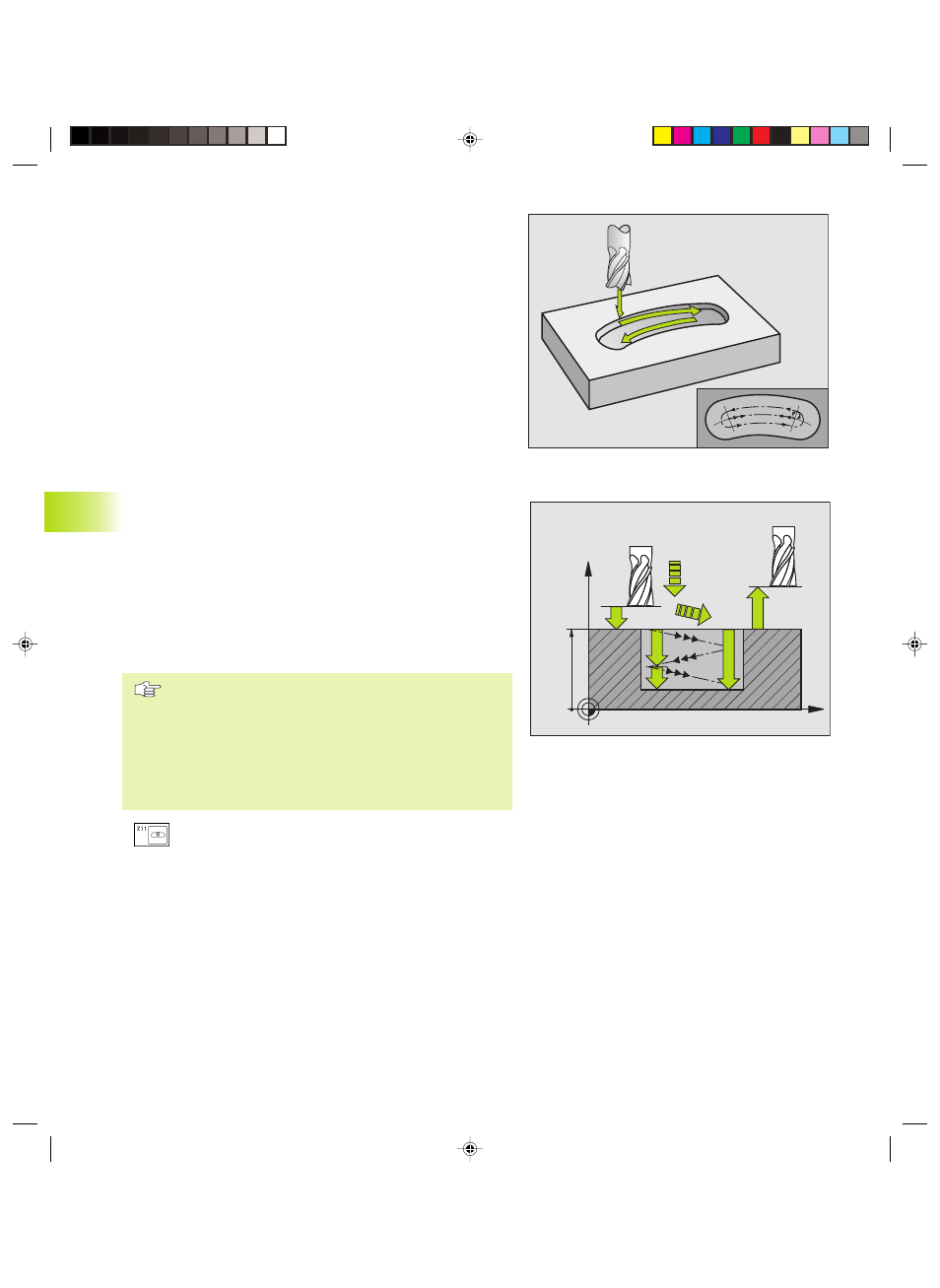
ROWEK OKR¥G£Y (pod³u¿ny) z pog³¹bianiem
ruchem wahad³owym (Cykl 211)
Obróbka zgrubna
1 TNC pozycjonuje narzêdzie na biegu szybkim w osi narzêdzia na
2-g¹ bezpieczn¹ wysokoæ i nastêpnie do centrum prawego ko³a.
Stamt¹d TNC pozycjonuje narzêdzie na zadan¹ bezpieczn¹
wysokoæ nad powierzchni¹ obrabianego przedmiotu
2 Narzêdzie przemieszcza siê z posuwem frezowania na
powierzchniê obrabianego przedmiotu; stamt¹d frez przesuwa siê
zag³êbiaj¹c siê ukonie w materia³ do drugiego koñca rowka
3 Nastêpnie narzêdzie przesuwa siê, znów ukonie zag³êbiaj¹c
siê, do punktu startu; ta operacja (2 do 3) powtarza siê, a¿
zostanie osi¹gniêta zaprogramowana g³êbokoæ frezowania
4 Na g³êbokoci frezowania TNC przesuwa narzêdzie do
frezowania p³aszczyznowego na drugi koniec rowka
Obróbka wykañczaj¹ca
5 Dla wykañczania rowka TNC przemieszcza narzêdzie stycznie
do gotowego konturu. Nastêpnie TNC wykañcza kontur ruchem
wspó³bie¿nym (przy M3). Punkt startu dla obróbki wykañczaj¹cej
le¿y w centrum prawego ko³a.
6 Przy koñcu konturu narzêdzie odje¿d¿a stycznie od konturu
7 Na koniec narzêdzie przesuwa siê ponownie na biegu szybkim
FMAX na Bezpieczn¹ wysokoæ i jeli wprowadzono na
2-g¹ Bezpieczna wysokoæ
Proszê uwzglêdniæ przed programowaniem
Znak liczby parametru g³êbokoæ okrela kierunek pracy.
Wybraæ rednicê freza nie wiêksz¹ ni¿ szerokoæ rowka
i nie mniejsz¹ ni¿ jedna trzecia szerokoci rowka.
Wybraæ rednicê freza mniejsz¹ ni¿ po³owa d³ugoci
rowka. W przeciwnym razie TNC nie mo¿e pog³êbiaæ
narzêdzia ruchem posuwisto-zwrotnym
ú
Bezpieczna wysokoæ Q200 (przyrostowo): odstêp
pomiêdzy ostrzem narzêdzia i powierzchni¹
obrabianego przedmiotu
ú
G³êbokoæ Q201 (przyrostowo): odstêp pomiêdzy
powierzchni¹ obrabianego przedmiotu i podstaw¹
wybrania
ú
Poswu frezowania Q207: prêdkoæ przemieszczania
narzêdzia przy frezowaniu w mm/min
ú
G³êbokoæ dosuwu Q202 (przyrostowo): wymiar, o
jaki narzêdzie narzêdzie zostaje dosuniête ³¹cznie
przy ruchu posuwisto-zwrotnym w osi wrzeciona
8.3
Cykle
dla
fr
ezowania
wybrañ,
czopów
i r
owków
wpustowych
X
Z
Q200
Q207
Q202
Q203
Q204
Q201
Kkap8.pm6
15.12.2005, 09:53
122