1 podstawy 4.1 podstawy – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 40
26
4 Programowanie: Podstawy, zarz¹dzanie plikami Pomoce przy programowaniu
4.1
Podstawy
4.1 Podstawy
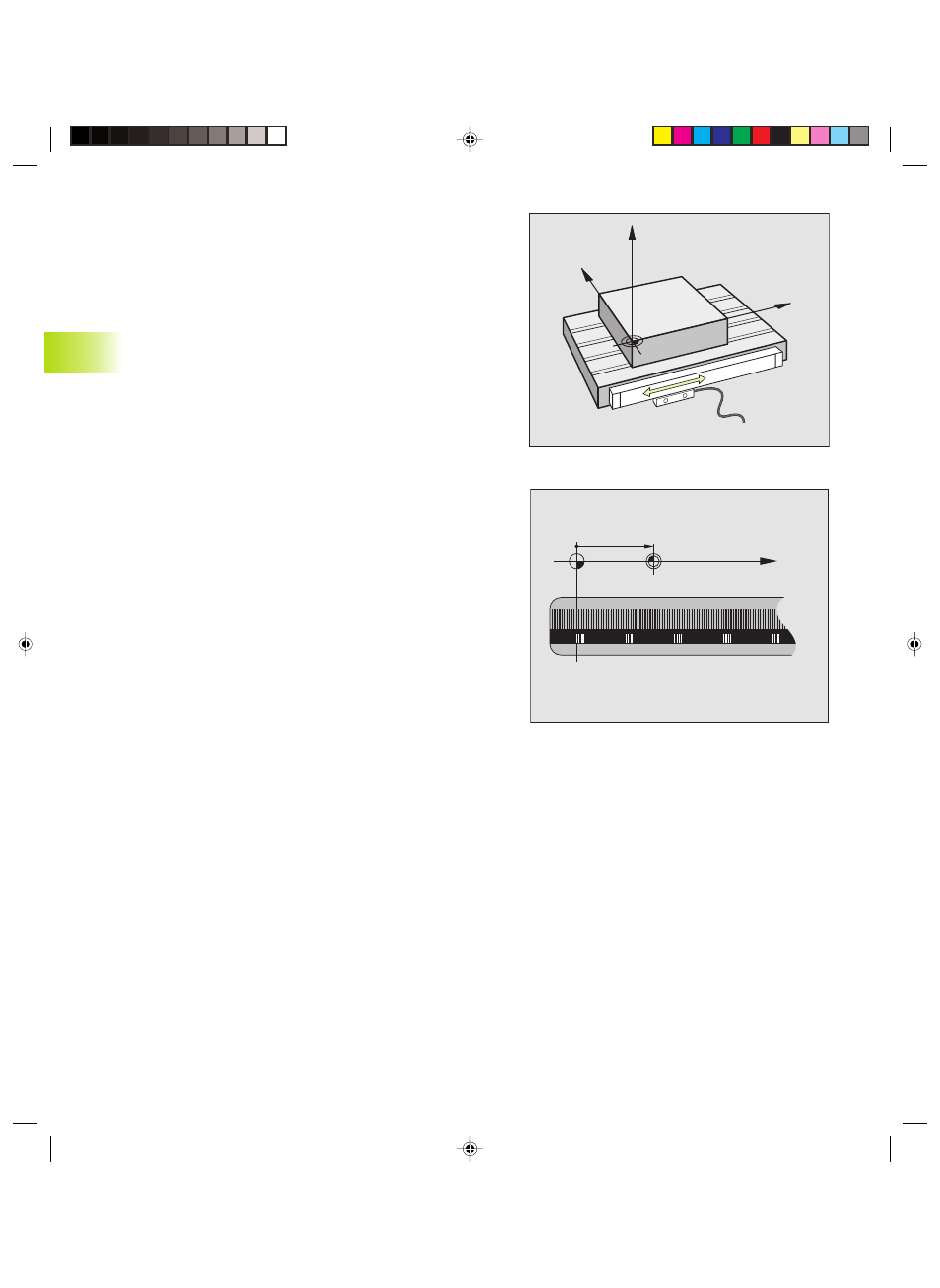
Uk³ady pomiarowe po³o¿enia i punkty odniesienia
Przy osiach maszyny znajduj¹ siê uk³ady pomiarowe po³o¿enia,
które rejestruj¹ po³o¿enie sto³u maszyny a tak¿e narzêdzia. Jeli
która z osi maszyny siê przesuwa, odpowiedni uk³ad pomiarowy
po³o¿enia wydaje sygna³ elektryczny, na podstawie którego TNC
oblicza dok³adn¹ pozycjê rzeczywist¹ osi maszyny.
W wypadku przerwy w dop³ywie pr¹du rozpada siê
zaszeregowanie miêdzy po³o¿eniem suportu i obliczon¹ pozycj¹
rzeczywist¹. Aby znowu mo¿na by³o ustanowiæ to
zaszeregowanie, dysponuj¹ podzia³ki wymiarowe uk³adów
pomiarowych po³o¿enia punktami odniesienia. Przy przejechaniu
punktu odniesienia TNC otrzymuje sygna³, który odznacza sta³y
punkt odniesienia maszyny. W ten sposób TNC mo¿e wznowiæ
zaszeregowanie po³o¿enia rzeczywistego i po³o¿enia suportu
obrabiarki.
Z regu³y, przy osiach liniowych s¹ zamontowane uk³ady pomiaru
d³ugoci. Przy sto³ach okr¹g³ych i osiach nachylenia znajduj¹ siê
uk³ady pomiaru k¹tów. Aby wznowiæ zaszeregowanie pomiêdzy
po³o¿eniem rzeczywistym i aktualnym po³o¿eniem suporta
maszyny, musz¹ byæ przesuniête osie maszyny przy uk³adach
pomiarów d³ugoci z zakodowanymi punktami odniesienia na
max. 20 mm, w przypadku uk³adów pomiaru k¹tów o maximum 20°.
Y
X
Z
X (Z,Y)
X
MP
Ekap4.pm6
15.12.2005, 09:53
26