HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 174
10 Programowanie: Q-parametry
160
10.1
Zasada
i przegl¹d
funkcji
10.1Zasada i przegl¹d funkcji
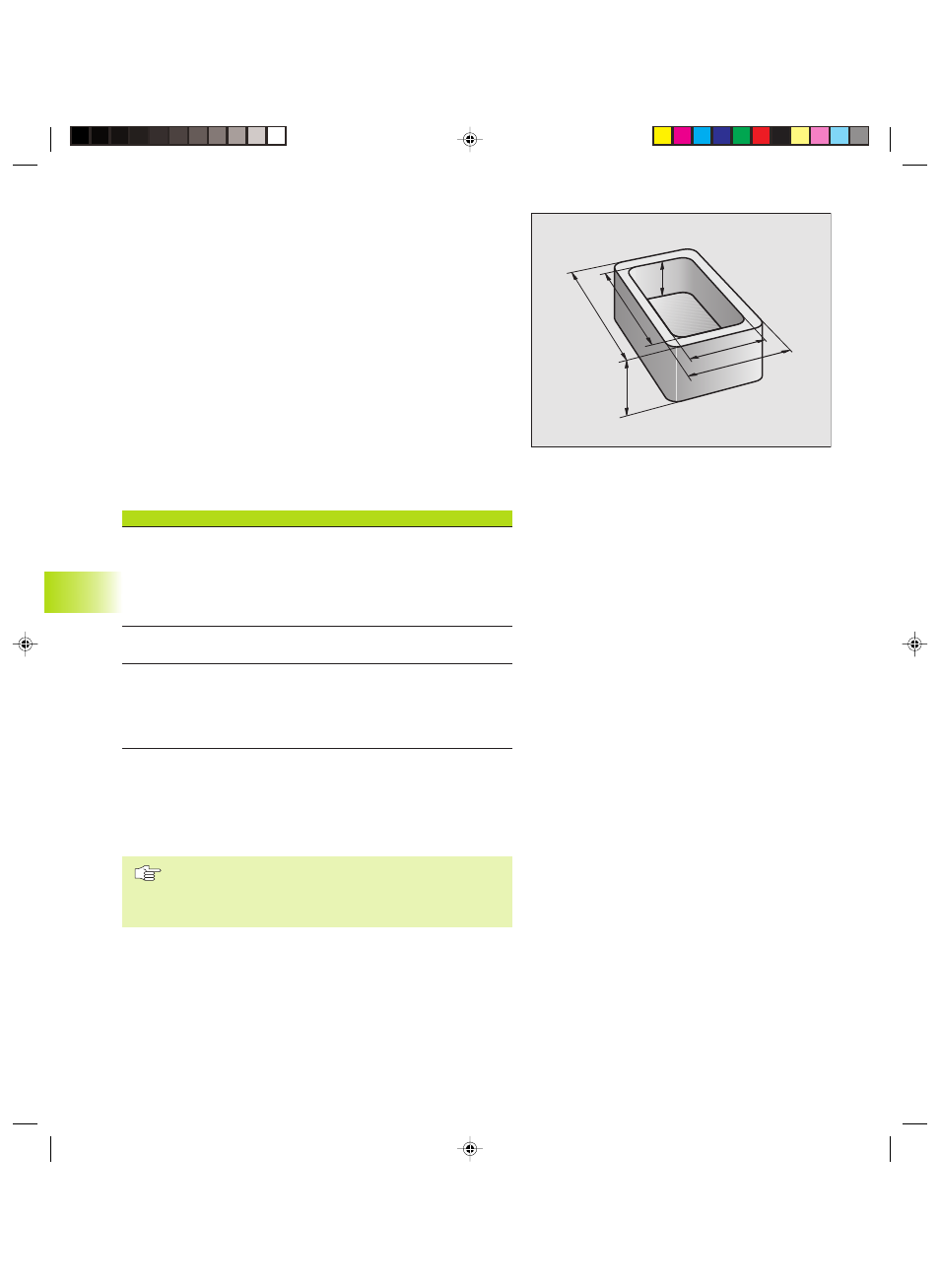
Przy pomocy Q-parametrów mo¿na definiowaæ jednym programem
obróbki ca³¹ rodzinê czêci. W tym celu proszê w miejsce wartoci
liczbowych wprowadziæ stanowiska: Q-parametry.
Q-parametry zastêpuj¹ na przyk³ad
n
Wartoci wspó³rzêdnych
n
Posuwy
n
Prêdkoci obrotowe
n
Dane cyklu
Poza tym mo¿na przy pomocy Q-parametrów programowaæ
kontury, które s¹ okrelone poprzez funkcje matematyczne lub
mo¿na wykonanie oddzielnych kroków obróbki uzale¿niæ od
warunków logicznych.
Q-parametr oznaczony jest liter¹ Q i numerem od 0 do 299.
Q-parametry s¹ podzielone na trzy grupy:
Znaczenie
Zakres
Dowolnie u¿ywalne parametry, globalnie dla Q0 do Q99
dla wszystkich znajduj¹cych siê w pamiêci
TNC programów. Jeli wywo³amy cykle
producenta, to te parametry dzia³aj¹ tylko
lokalnie (w zale¿noci od MP7251)
Parametry dla funkcji specjalnych TNC
Q100 do Q150
Parametry, które stosowane s¹ przede
Q200 do Q299
wszystkim dla cykli dzia³aj¹ce globalnie
dla wszystkich znajduj¹cych siê w pamiêci
TNC programów i w cyklach producenta
Wskazówki do programowania
Q-parametry i wartoci liczbowe mog¹ zostaæ wprowadzone do
programu pomieszane ze sob¹.
Mo¿na przyporz¹dkowaæ Q-parametrom wartoci liczbowe
pomiêdzy -99 999,9999 i +99 999,9999.
TNC przyporz¹dkowuje samodzielnie niektórym Q-
parametrom zawsze te same dane, np. Q-parametrowi
Q108 aktualny promieñ narzêdzia. Patrz 10.9 Zajête z
góry Q-parametry.
Q4
Q2
Q3
Q1
Q5
Q6
Mkap10.pm6
15.12.2005, 09:53
160