HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 137
123
HEIDENHAIN TNC 310
8.3
Cykle
dla
fr
ezowania
wybrañ,
czopów
i r
owków
wpustowych
X
Y
Q217
Q216
Q248
Q245
Q219
Q244
ú
Zakres obróbki (0/1/2) Q215: okreliæ zakres obróbki:
0: Obróbka zgrubna i obróbka wykañczaj¹ca
1: tylko obróbka zgrubna
2: tylko obróbka wykañczaj¹ca
ú
Wspó³. powierzchni obrabianego przedmiotu Q203
(bezwzglêdna): wspó³rzêdna powierzchni
obrabianego przedmiotu
ú
2-ga bezpieczna wysokoæ Q204 (przyrostowo)
Z-wspó³rzêdna, na której nie mo¿e dojæ do kolizji
pomiêdzy narzêdziem i obrabianym przedmiotem
(mocowad³em)
ú
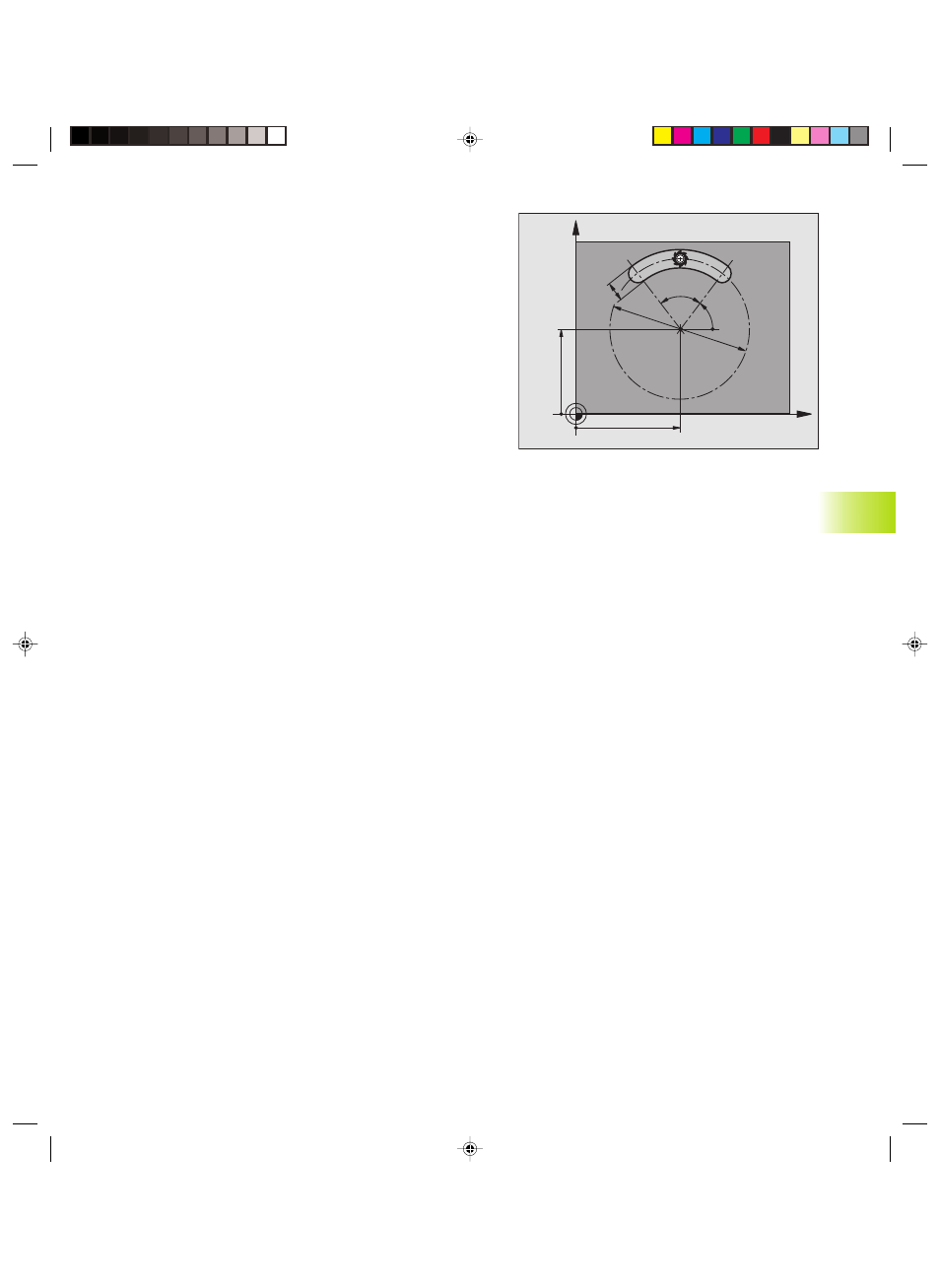
rodek 1-szej osi Q216 (bezwzglêdna): rodek rowka
w osi g³ównej p³aszczyzny obróbki
ú
rodek 2-giej osi Q217 (bezwzglêdna): rodek rowka
w osi pomocniczej p³aszczyzny obróbki
ú
rednica wycinka ko³a Q244: wprowadziæ rednicê
wycinka ko³a
ú
2-ga d³ugoæ krawêdzi Q219: wprowadziæ szerokoæ
rowka; jeli wprowadzimy szerokoæ rowka równ¹
rednicy narzêdzia, to TNC obrabia tylko zgrubnie
(frezowanie rowka pod³u¿nego)
ú
K¹t startu Q245 (bezwzglêdny): wprowadziæ k¹t
biegunowy punktu startu
ú
K¹t rozwarcia rowka Q248 (przyrostowo): k¹t
rozwarcia rowka wprowadziæ
Kkap8.pm6
15.12.2005, 09:53
123