HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 104
7 Programowanie: Funkcje dodatkowe
90
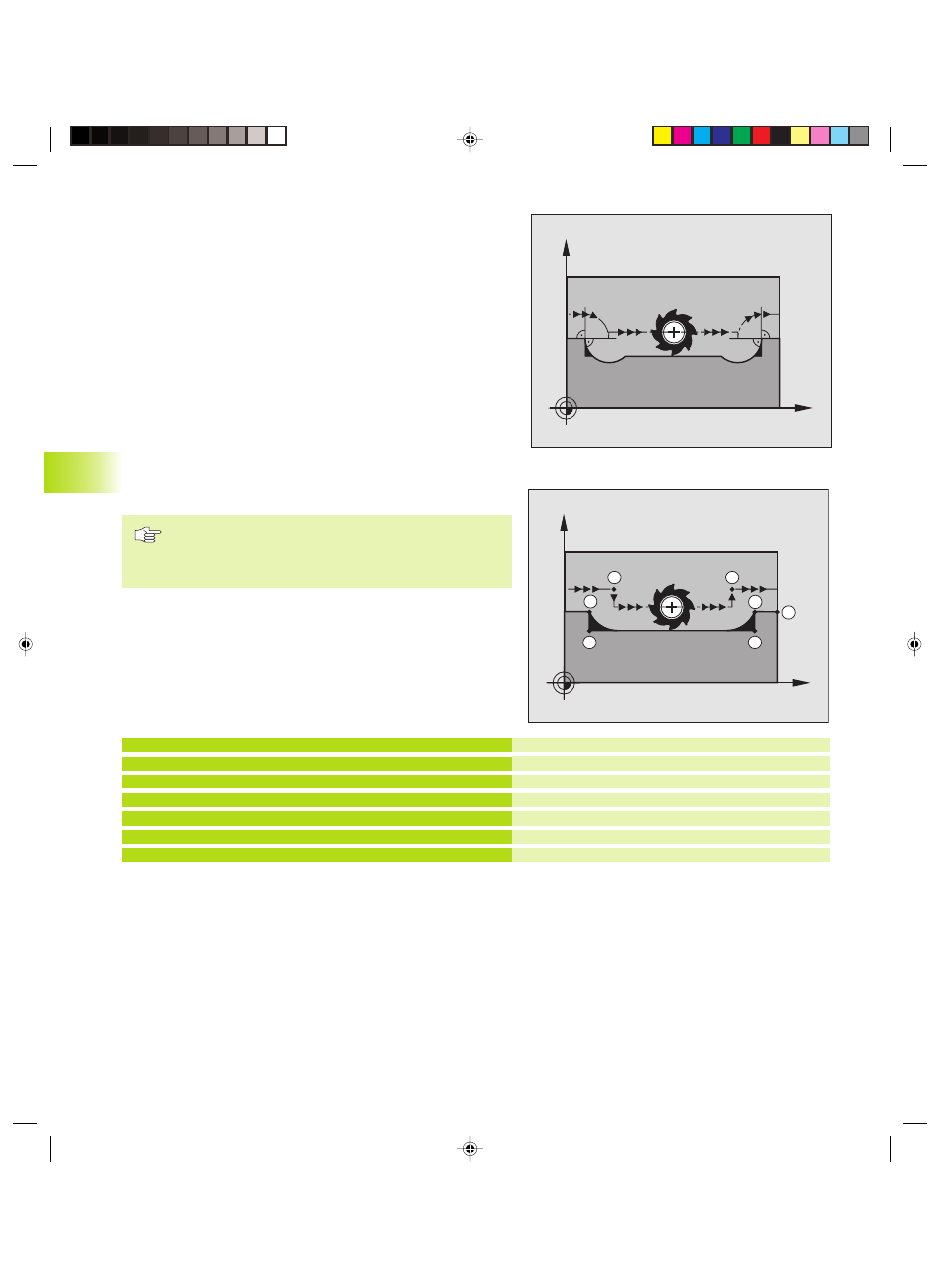
Obróbka ma³ych stopni konturu: M97
Postêpowanie standardowe
TNC do³¹cza na naro¿u zewnêtrznym okr¹g przejciowy. W
przypadku bardzo ma³ych stopni konturu, narzêdzie uszkodzi³oby
w ten sposób kontur. Patrz rysunek po prawej stronie u góry.
TNC przerywa w takich miejscach przebieg programu i wydaje
komunikat o b³êdach PROMIEÑ NARZÊDZIA ZA DU¯Y.
Postêpowanie z M97
TNC ustala punkt przeciêcia toru kszta³towego dla elementów
konturu jak przy naro¿ach wewnêtrznych i przemieszcza
narzêdzie przez ten punkt. Patrz rysunek po prawej stronie na
dole.
Proszê programowaæ M97 w tym bloku, w którym jest wyznaczony
ten punkt naro¿a zewnêtrznego.
Dzia³anie
M97 dzia³a tylko w tym bloku programu, w którym
zaprogramowana jest M97.
Naro¿e konturu zostaje przy pomocy M97 tylko
czêciowo obrobione. Ewentualnie musi ten róg konturu
zostaæ obrobiony dodatkowo przy pomocy mniejszego
narzêdzia.
X
Y
X
Y
S
16
17
15
14
13
S
Du¿y promieñ narzêdzia
Dosun¹æ narzêdzie do punktu 13 konturu
Obrabiaæ stopnie konturu 13 i 14
Dosun¹æ narzêdzie do punktu 15 konturu
Obrobiæ stopnie konturu 15 i 16
Dosun¹æ narzêdzie do punktu 17 konturu
NC-bloki przyk³adowe
5
TOOL DEF L ... R+20
...
13
L X ... Y ... R.. F .. M97
14
L IY0,5 .... R .. F..
15
L IX+100 ...
16
L IY+0,5 ... R .. F.. M97
17
L X .. Y ...
7.4
Funkcje
dodatkowe
dla
zachowania
siê
narzêdzia
na
torze
kszta³towym
Hkap7.pm6
15.12.2005, 09:53
90