2 cykle wier cenia – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 117
103
HEIDENHAIN TNC 310
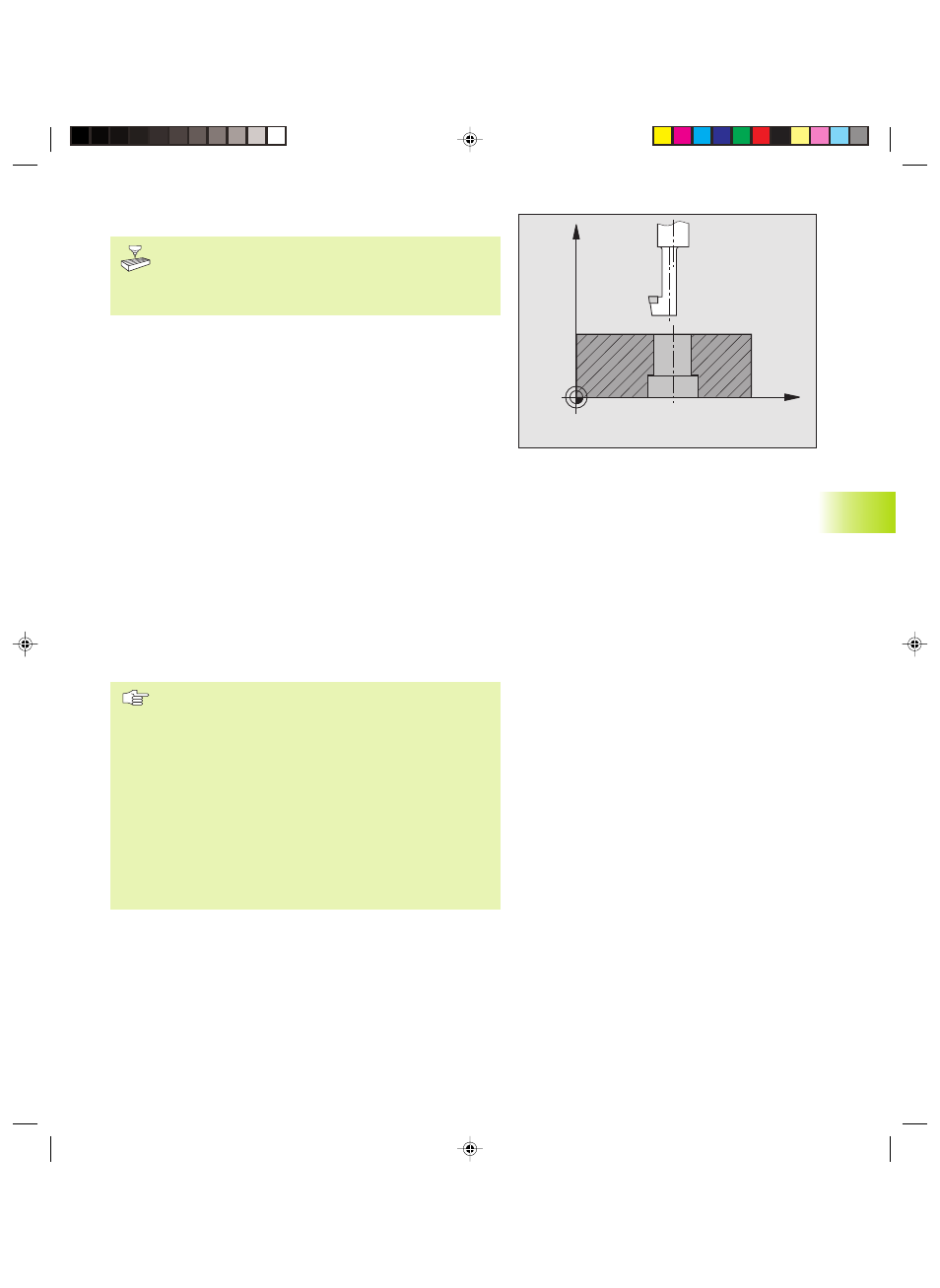
WSTECZNE POG£ÊBIANIE (Cykl 204)
Maszyna i TNC musz¹ byæ przygotowane przez
producenta maszyn do wstecznego pog³êbiania.
Ten cykl pracuje tylko z tak zwanymi wytaczad³ami
wstecznymi.
Przy pomocy tego cyklu wytwarza siê pog³êbienia, które znajduj¹
siê na dolnej stronie obrabianego przedmiotu.
1 TNC pozycjonuje narzêdzie w osi wrzeciona na biegu szybkim
FMAX na bezpieczn¹ wysokoæ nad powierzchni¹ obrabianego
przedmiotu
2 Tam TNC przeprowadza z M19 orientacjê wrzeciona na 0°-
pozycjê i przesuwa narzêdzie o wymiar mimorodu
3 Nastêpnie narzêdzie zag³êbia siê z posuwem pozycjonowania
wstêpnego w rozwiercony wstêpnie odwiert, a¿ ostrze znajdzie
siê na bezpiecznej wysokoci poni¿ej dolnej krawêdzi
obrabianego przedmiotu
4 TNC przemieszcza narzêdzie znowu na rodek odwiertu, w³¹cza
wrzeciono i w koniecznym przypadku ch³odziwo i naje¿d¿a z
posuwem pog³êbiania na wprowadzon¹ g³êbokoæ pog³êbienia
5 Jeli wprowadzono, narzêdzie przebywa czasowo na dnie
pog³êbienia i wyje¿d¿a nastêpnie z odwiertu, przeprowadza
ustawienie wrzeciona i przesuwa je ponownie o wymiar
mimorodu
6 Nastêpnie TNC przemieszcza narzêdzie z posuwem
pozycjonowania wstêpnego na Bezpieczn¹ wysokoæ i stamt¹d
jeli wprowadzono z FMAX na 2-g¹ Bezpieczn¹ wysokoæ.
Proszê uwzglêdniæ przed programowaniem
Zaprogramowaæ blok pozycjonowania w punkcie startu
(rodek odwiertu) p³aszczyzny obróbki z korekcj¹
promienia R0.
Znak liczby parametru cyklu G³êbokoæ okrela kierunek
pracy przy pog³êbianiu. Uwaga: dodatni znak liczby
pog³êbia w kierunku dodatniej osi wrzeciona.
Tak wprowadziæ d³ugoæ wrzeciona, ¿e nie krawêd
ostrza, lecz krawêd dolna wytaczad³a jest
wymiarowana.
TNC uwzglêdnia przy obliczaniu punktu startu
pog³êbienia d³ugoæ krawêdzi ostrza wytaczad³a i
gruboæ materia³u.
X
Z
8.2
Cykle
wier
cenia
Kkap8.pm6
15.12.2005, 09:53
103