3 kor ekcja narzêdzia – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 66
52
5 Programowanie: Narzêdzia
Przy korekcji promienia zostaj¹ uwzglêdnione wartoci z
TOOL CALL-bloku:
Wartoæ korekcji = R + DR
TOOL CALL
z
R
Promieñ narzêdzia R z TOOL DEF-zapisu lub tabeli
narzêdzi
DR
TOOL CALL
Naddatek DR dla promienia z bloku TOOL CALL (nie
zostaje uwzglêdniony przez wywietlacz po³o¿enia
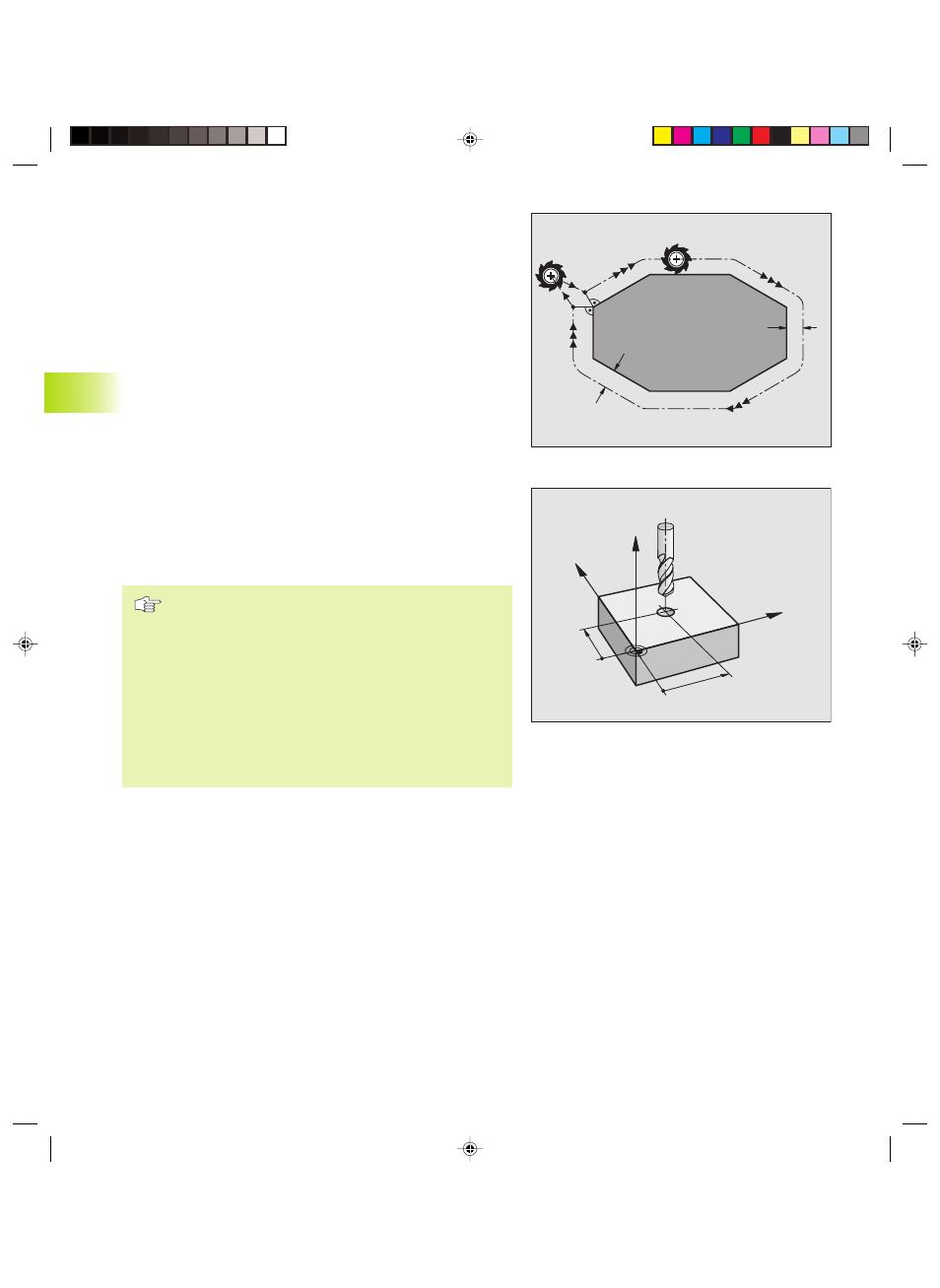
Ruchy kszta³towe bez korekcji promienia: R0
Narzêdzie przemieszcza na p³aszczynie obróbki swój punkt
rodkowy na zaprogramowanym torze kszta³towym lub do punktów
o zaprogramowanych wspó³rzêdnych.
Zastosowanie: wiercenie, pozycjonowanie wstêpne
patrz rysunek po prawej na rodku.
Ruchy kszta³towe z korekcj¹ promienia: RR i RL
RR Narzêdzie przemieszcza siê na prawo od konturu
RL Narzêdzie przemieszcza siê na lewo od konturu
Punkt rodkowy narzêdzia le¿y w odleg³oci równej promieniowi
narzêdzia od zaprogramowanego konturu. Na prawo i na lewo
oznacza po³o¿enie narzêdzia w kierunku przemieszczenia wzd³u¿
konturu obrabianego przedmiotu. Patrz rysunki na nastêpnej stronie.
Miêdzy dwoma zapisami programu z ró¿nymi korekcjami
promienia RR i RL musi znajdowaæ siê przynajmniej
jeden zapis bez korekcji promienia z R0.
Korekcja promienia bêdzie aktywna do koñca zapisu, od
momentu kiedy zosta³a po raz pierwszy
zaprogramowana.
Przy pierwszym zapisie z korekcj¹ RR/RL i przy
anulowaniu z R0, TNC pozycjonuje narzêdzie zawsze
pionowo na zaprogramowany punkt startu i punkt
koñcowy. Proszê pozycjonowaæ narzêdzie w ten sposób
przed pierwszym punktem konturu lub za ostastnim
punktem konturu, ¿eby kontur nie zosta³ uszkodzony.
5.3
Kor
ekcja
narzêdzia
R
R
R0
RL
Y
X
Z
X
Y
Fkap5.pm6
15.12.2005, 09:53
52