1 cykle próbkowania w rodzaju pracy obs³uga rêczna – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 218
12 3D-sondy pomiarowe impulsowe
204
X
Y
PA
X
Y
A
B
Pomiar przesuniêcia rodka sondy pomiarowej proszê
przeprowadziæ po kalibrowaniu rzeczywistego promienia g³ówki
sondy pomiarowej.
ú
G³ówkê sondy przy OBS£UDZE RÊCZNEJ pozycjonowaæ
wewn¹trz piercienia nastawczego
ú
Wybór funkcji kalibrowania dla promienia g³ówki
sondy i przesuniêcia wspó³osiowoci sondy:
Softkey KAL. R nacisn¹æ
ú
Wybraæ o narzêdzia, wprowadziæ promieñ
piercienia nastawczego
ú
Pomiar: 4 x NC-START-klawisz nacisn¹æ. 3D-
sonda pomiarowa dokonuje pomiaru w ka¿dym
kierunku osi jednej pozycji odwiertu i wylicza
rzeczywisty promieñ g³ówki sondy
ú
Jeli chcemy zakoñczyæ teraz funkcjê
kalibrowania, to proszê nacisn¹æ Softkey END
ú
Okreliæ przesuniêcie wspó³osiowoci g³ówki
sondy: Softkey 180° nacisn¹æ. TNC obraca
sondê pomiarow¹ o 180°
ú
Pomiar: 4 x NC-START-klawisz nacisn¹æ. 3D-
sonda pomiarowa dokonuje pomiaru jednej pozycji
w ka¿dym kierunku osi i wylicza przesuniêcie
wspó³osiowoci sondy pomiarowej
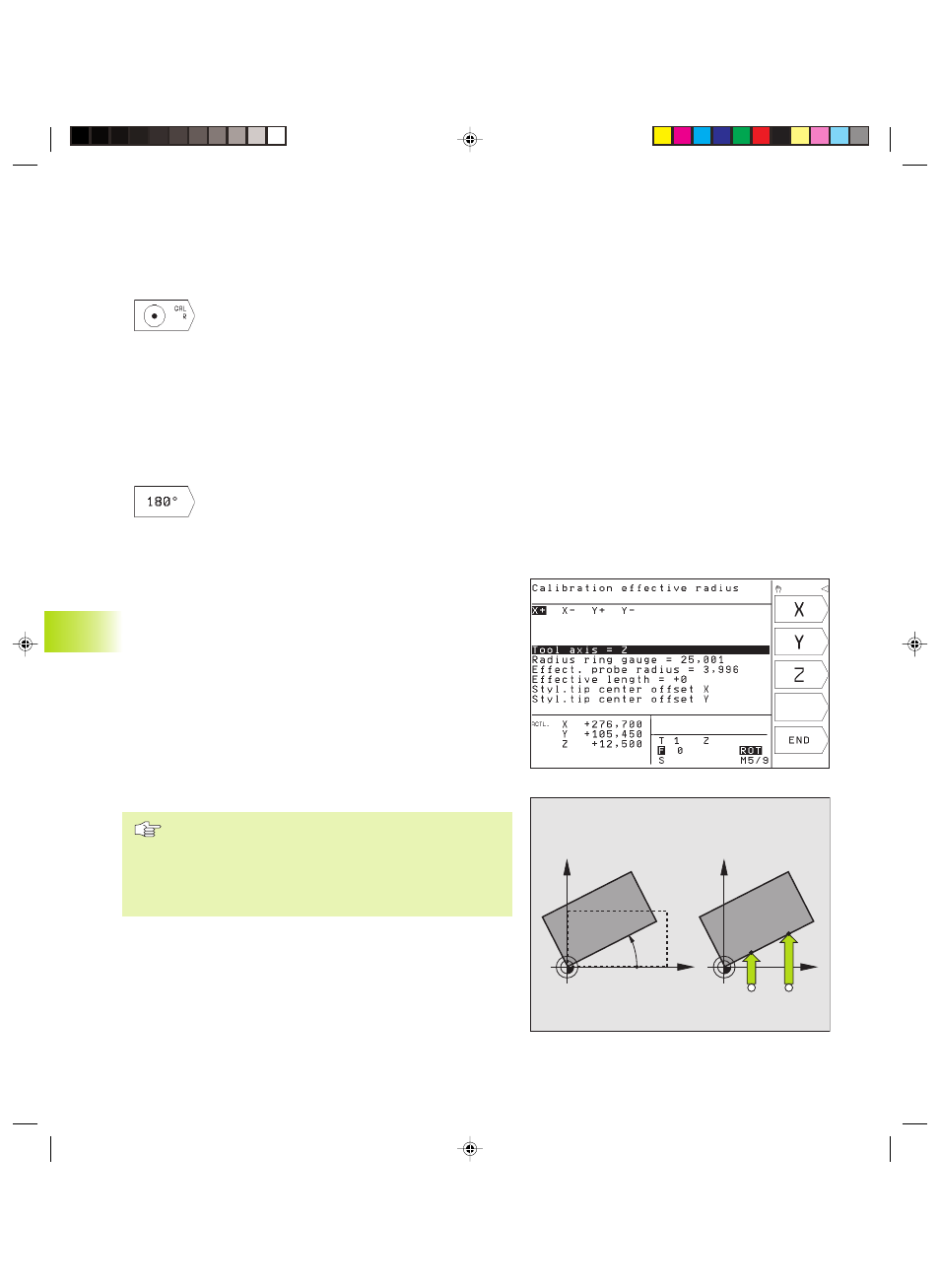
Wywietliæ wartoci kalibrowania
TNC zapamiêtuje rzeczywist¹ d³ugoæ, rzeczywisty promieñ i
wartoæ przesuniêcia wspó³osiowoci sondy i uwzglêdnia te
wartoci przy póniejszym u¿yciu sondy pomiarowej. Aby
wywietliæ zapamiêtane wartoci, proszê nacisn¹æ KAL. L i KAL. R.
Krzywe po³o¿enie przedmiotu kompensowaæ
Krzywe zamocowanie obrabianego przedmiotu TNC kompensuje
obliczeniowo poprzez obrót podstawowy.
W tym celu ustawia TNC k¹t obrotu do k¹ta, który ma ograniczaæ
powierzchnia przedmiotu z osi¹ odniesienia k¹ta p³aszczyzny
obróbki. Patrz rysunek po prawej stronie u do³u.
Wybieraæ kierunek pomiaru krzywego po³o¿enia
przedmiotu zawsze prostopadle do osi odniesienia k¹ta.
A¿eby obrót podstawowy w przebiegu programu zosta³
zawsze prawid³owo wyliczony, nale¿y w pierwszy bloku
przemieszczenia zaprogramowaæ obydwie wspó³rzêdne
p³aszczyzny obróbki.
12.1
Cykle
próbkowania
w
rodzaju
pracy
Obs³uga
rêczna
Oap12.pm6
15.12.2005, 09:53
204