2 cykle wier cenia – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 114
8 Programowanie: Cykle
100
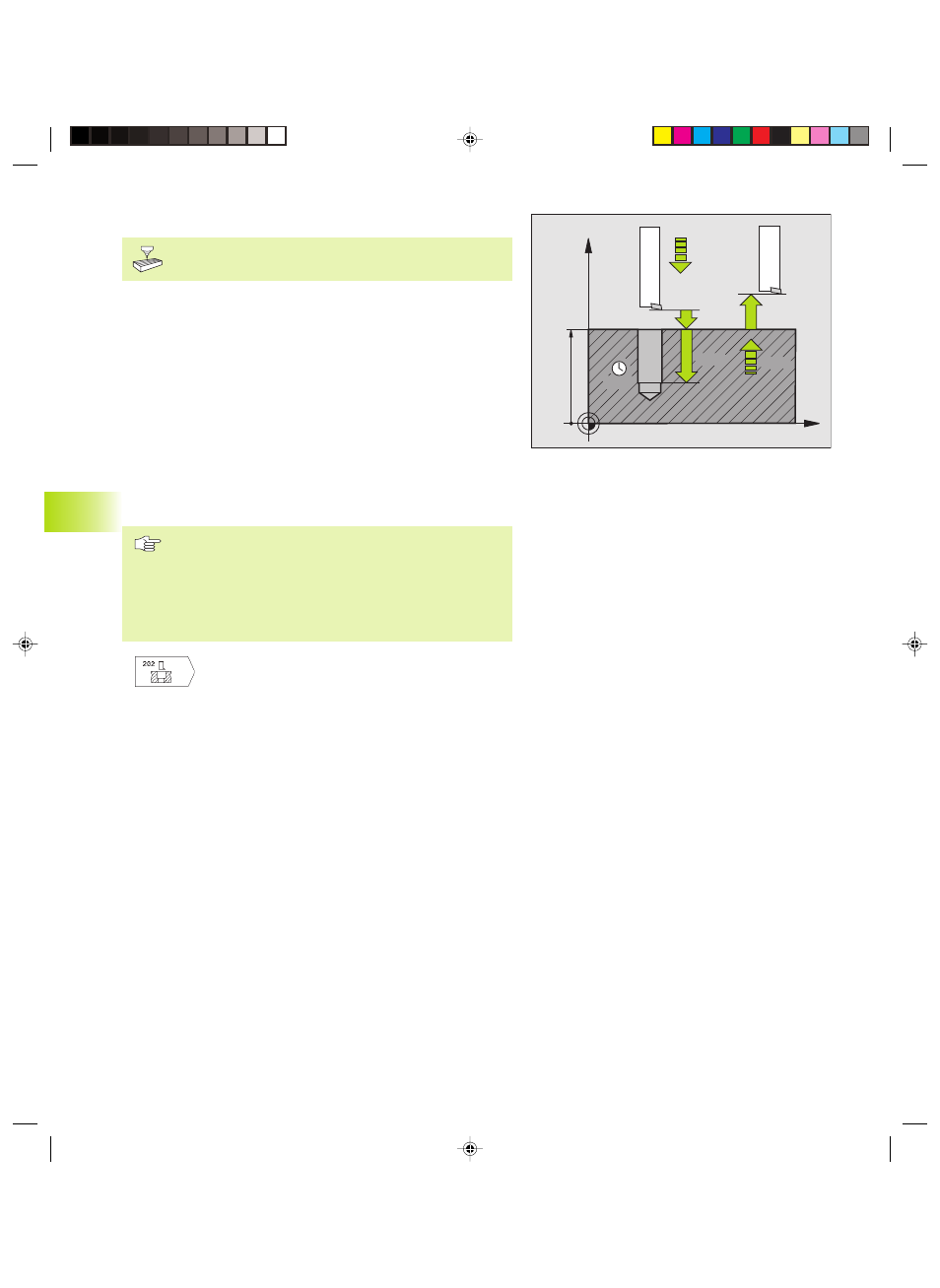
POWIERCENIE (Cykl 202)
Maszyna i TNC musz¹ byæ przygotowane przez
producenta maszyn do u¿ycia cyklu 202.
1 TNC pozycjonuje narzêdzie w osi wrzeciona na biegu szybkim
FMAX na bezpieczn¹ wysokoæ nad powierzchni¹ obrabianego
przedmiotu
2 Narzêdzie wierci z posuwem wiercenia na zadan¹ g³êbokoæ
3 Na dnie odwiertu przebywa narzêdzie jeli wprowadzono z
obracaj¹cym si¹ wrzecionem do momentu wyjcia z materia³u
4 Nastêpnie TNC przeprowadza orientacjê wrzeciona na pozycjê 0°
5 Jeli zosta³a wybrana praca narzêdzia po wyjciu z materia³u,
TNC przemieszcza narzêdzie w wprowadzonym kierunku 0,2 mm
(wartoæ sta³a)
6 Nastêpnie TNC odsuwa narzêdzie z posuwem powrotu na
Bezpieczn¹ wysokoæ i stamt¹d jeli wprowadzono z FMAX
na 2-g¹ Bezpieczn¹ wysokoæ
Proszê uwzglêdniæ przed programowaniem
Zaprogramowaæ blok pozycjonowania w punkcie startu
(rodek odwiertu) p³aszczyzny obróbki z korekcj¹
promienia R0.
Znak liczby parametru cyklu G³êbokoæ okrela kierunek
pracy (obróbki).
ú
Bezpieczna wysokoæ Q200 (przyrostowo): odstêp
pomiêdzy ostrzem narzêdzia i powierzchni¹
obrabianego przedmiotu
ú
G³êbokoæ Q201 (przyrostowo): odstêp pomiêdzy
powierzchni¹ obrabianego przedmiotu i dnem
wiercenia
ú
Posuw dosuwu na g³êbokoæ Q206: prêdkoæ
przemieszczenia narzêdzia przy wytaczaniu w mm/min
ú
Przerwa czasowa na dole Q211: czas w sekund-
ach, w którym narzêdzie przebywa na dnie odwiertu
ú
Posuw powrotu Q208: prêdkoæ przemieszczania
siê narzêdzia przy wyjedzie z odwiertu w mm/
min. Jeli wprowadzimy Q5=0, to obowi¹zuje
posuw dosuwu wg³êbnego.
ú
Wspó³. powierzchni obrabianego przedmiotu
Q203 (bezwzglêdna): wspó³rzêdna powierzchni
obrabianego przedmiotu
ú
2-ga bezpieczna wysokoæ Q204 (przyrostowo):
wspó³rzêdna osi wrzeciona, w której nie mo¿e
dojæ do kolizji pomiêdzy narzêdziem i obrabianym
przedmiotem (mocowad³em)
X
Z
Q200
Q201
Q206
Q211
Q203
Q204
Q208
8.2
Cykle
wier
cenia
Kkap8.pm6
15.12.2005, 09:53
100