1 cykle próbkowania w rodzaju pracy obs³uga rêczna – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 217
203
HEIDENHAIN TNC 310
Kalibrowanie prze³¹czaj¹cej sondy pomiarowej
Sondê pomiarow¹ musi siê kalibrowaæ przy
n
uruchomieniu
n
z³amaniu palca sondy
n
zmianie palca sondy
n
zmianie posuwu pomiaru sond¹
n
nieprawid³owociach, powsta³ych na przyk³ad poprzez
nagrzanie siê maszyny
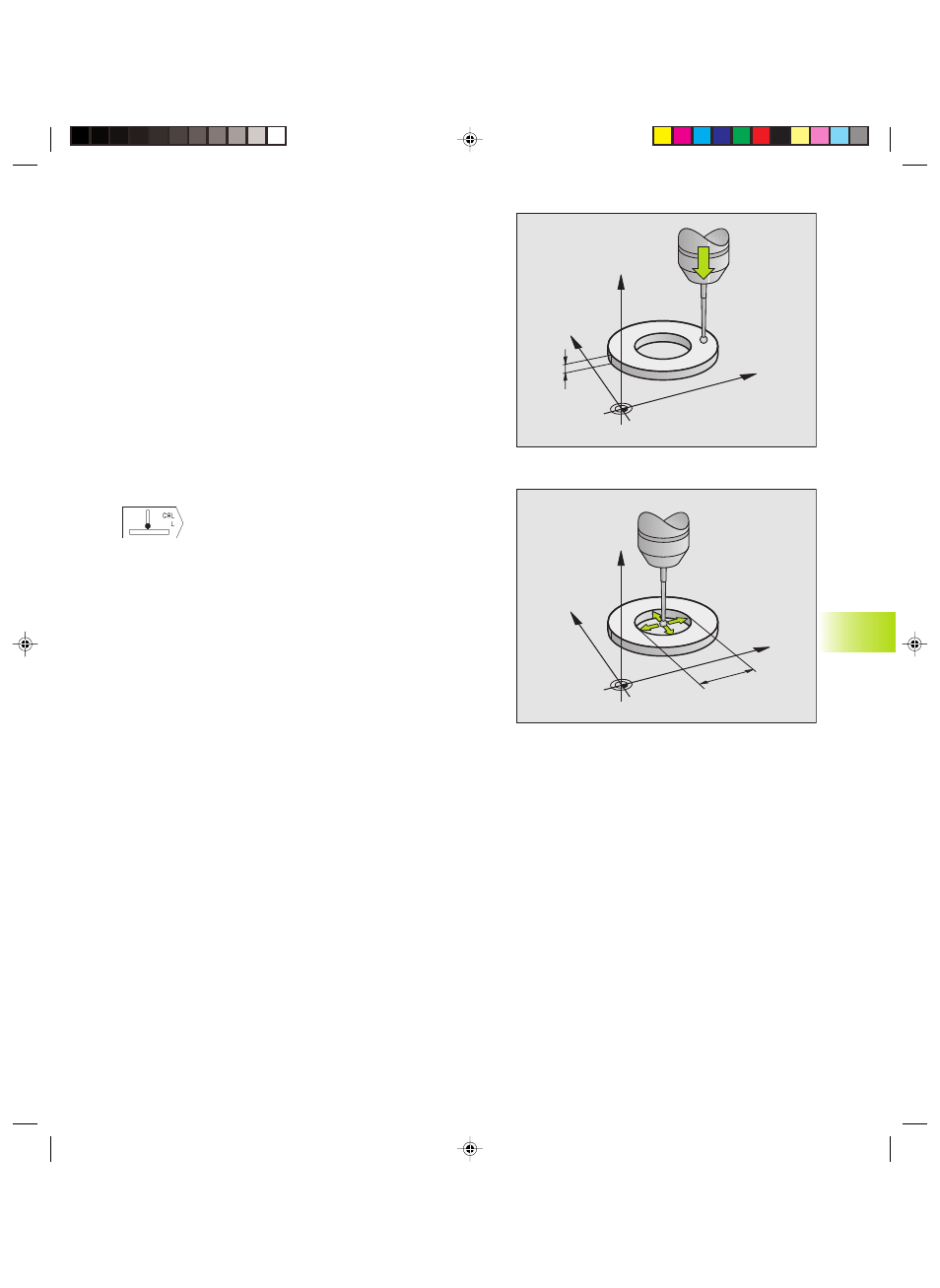
Przy kalibrowaniu TNC okrela rzeczywist¹ d³ugoæ palca sondy
i rzeczywisty promieñ g³ówki sondy. Dla kalibrowania 3D-sondy
pomiarowej nale¿y zamocowaæ piercieñ nastawny o znanej
wysokoci i znanym promieniu wewnêtrznym na stole maszyny.
Kalibrowanie rzeczywistej d³ugoci
ú
Tak wyznaczyæ punkt odniesienia w osi wrzeciona, ¿e dla sto³u
maszyny obowi¹zuje: Z=0.
ú
Wybraæ funkcjê kalibrowania dla d³ugoci sondy:
Softkey FUNKCJE PRÓBKOWANIA i KAL. L
nacisn¹æ. TNC pokazuje okno menu z czteroma
polami wprowadzania danych
ú
Wybraæ o narzêdzi poprzez Softkey
ú
Punkt odniesienia: wprowadziæ wysokoæ
piercienia nastawczego
ú
Punkty menu Reczywisty promieñ g³ówki i
Rzeczywista d³ugoæ nie wymagaj¹ wprowadzenia
¿adnych danych
ú
Sondê pomiarow¹ przesun¹æ szczelnie nad
powierzchniê piercienia nastawczego
ú
Jeli to konieczne, zmieniæ wywietlony kierunek
przesuniêcia: nacisn¹æ przycisk ze strza³k¹
ú
Dokonaæ pomiaru powierzchni: NC-START-klawisz
nacisn¹æ
Kalibrowaæ rzeczywisty promieñ i wyrównaæ przesuniêcie
wspó³osiowoci sondy
O sondy pomiarowej nie le¿y normalnie rzecz bior¹c zbyt
dok³adnie wspó³osiowo z osi¹ wrzeciona. Funkcja kalibrowania
uchwyca przesuniêcie pomiêdzy osi¹ sondy impulsowej i osi¹
wrzeciona a tak¿e wyrównuje je obliczeniowo.
Przy tej funkcji TNC obraca 3D-sondê pomiarow¹ o 180°.
Obrót zostaje wywo³any przez funkcjê dodatkow¹, któr¹ wyznacza
producent maszyny w parametrze maszynowym 6160.
12.1
Cykle
próbkowania
w
rodzaju
pracy
Obs³uga
rêczna
5
Y
X
Z
Y
X
Z
10
Oap12.pm6
15.12.2005, 09:53
203