5 cykle dla fr ezowania metod¹ wier szowania – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 149
135
HEIDENHAIN TNC 310
Proszê uwzglêdniæ przed programowaniem
TNC pozycjonuje narzêdzie od aktualnej pozycji
przy pomocy ruchu po prostej w uk³adzie 3D do punktu
startu . Tak wypozycjonowaæ narzêdzie, aby nie mog³o
dojæ do kolizji z przedmiotem lub mocowad³ami.
TNC przemieszcza narzêdzie z korekcj¹ promienia R0
miêdzy zadanymi pozycjami
W tym przypadku u¿yæ freza z tn¹cym przez rodek
zêbem czo³owym (DIN 844).
ú
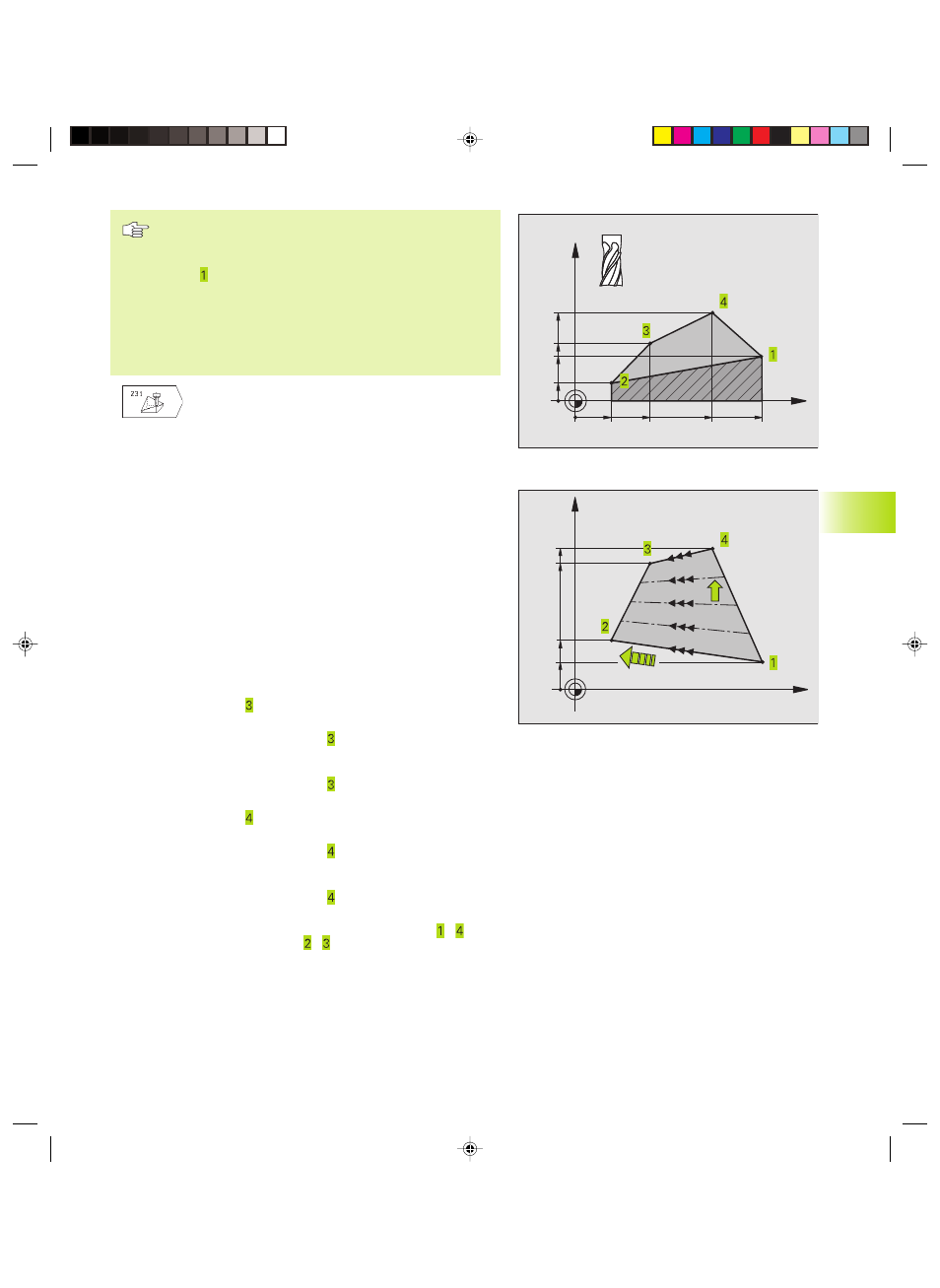
Punkt startu 1-szej osi Q225 (bezwzglêdny):
wspó³rzêdna punktu startu frezowanej wierszowaniem
powierzchni w osi g³ównej p³aszczyzny obróbki
ú
Punkt startu 2-giej osi Q226 (bezwzglêdny):
wspó³rzêdna punktu startu obrabianej wierszowaniem
powierzchni w osi pomocniczej p³aszczyzny obróbki
ú
Punkt startu 3-ciej osi Q227 (bezwzglêdny):
wspó³rzêdna obrabianej wierszowaniem
powierzchni w osi wrzeciona
ú
2-gi punkt 1-szej osi Q228 (bezwzglêdny):
wspó³rzêdna punktu koñcowego obrabianej
wierszowaniem powierzchni w osi g³ównej
p³aszczyzny obróbki
ú
2-gi punkt 2-giej osi Q229 (bezwzglêdny):
wspó³rzêdna punktu koñcowego obrabianej
wierszowaniem powierzchni w osi pomocniczej
p³aszczyzny obróbki
ú
2-gi punkt 3-ciej osi Q230 (bezwzglêdny):
wspó³rzêdna punktu koñcowego obrabianej
wierszowaniem powierzchni w osi wrzeciona
ú
3-ci punkt 1-szej osi Q231 (bezwzglêdny): wspó³rzêdna
punktu w osi g³ównej p³aszczyzny obróbki
ú
3-ci punkt 2-giej osi Q232 (bezwzglêdny):
wspó³rzêdna punktu w osi pomocniczej
p³aszczyzny obróbki
ú
3-ci punkt 3-ciej osi Q233 (bezwzglêdny):
wspó³rzêdna punktu w osi wrzeciona
ú
4-ty punkt 1-szej osi Q234 (bezwzglêdny): wspó³rzêdna
punktu w osi g³ównej p³aszczyzny obróbki
ú
4-ty punkt 2-giej osi Q235 (bezwzglêdny):
wspó³rzêdna punktu w osi pomocniczej
p³aszczyzny obróbki
ú
4-ty punkt 3-ciej osi Q236 (bezwzglêdny):
wspó³rzêdna punktu w osi wrzeciona
ú
Liczba przejæ Q240: liczba wierszy, które
wykonuje narzêdzie pomiêdzy punktem i lub
miêdzy punktem i przy obróbce
ú
Posuw frezowania Q207: prêdkoæ przemieszczania
siê narzêdzia przy frezowaniu pierwszego wiersza w
mm/min; TNC oblicza posuw dla wszystkich dalszych
wierszy, w zale¿noci od dosuwu bocznego narzêdzia
(przesuniêcie mniejsze ni¿ promieñ narzêdzia =
wiêkszy posuw, du¿y dosuw boczny = mniejszy posuw)
8.5
Cykle
dla
fr
ezowania
metod¹
wier
szowania
X
Y
Q229
Q207
N = Q240
Q226
Q232
Q235
X
Z
Q236
Q233
Q227
Q230
Q228
Q225
Q234
Q231
Kkap8.pm6
15.12.2005, 09:53
135