5 przyk³ady pr ogramowania – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 168
9 Programowanie: Podprogramy ipowtórzenia czêci programu
154
9.5
Przyk³ady
pr
ogramowania
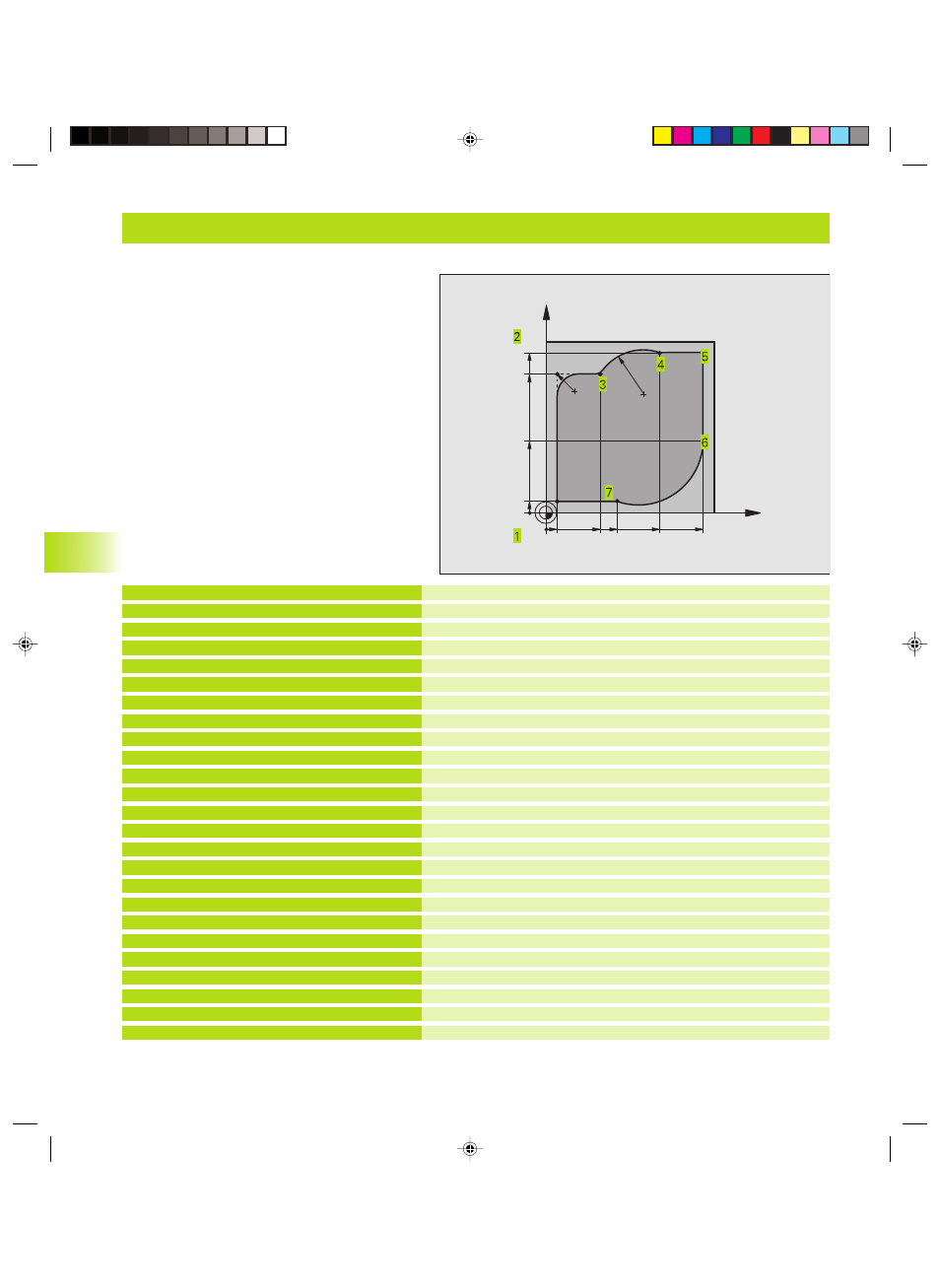
Przyk³ad: frezowanie konturu w kilku dosuwach
Przebieg programu
n
Pozycjonowaæ wstêpnie narzêdzie na górn¹
krawêd przedmiotu
n
Wprowadziæ inkrementalnie dosuw
n
Frezowanie konturu
n
Powtórzyæ dosuw i frezowanie konturu
0 BEGIN PGM 95 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+10
4 TOOL CALL 1 Z S4000
5 L Z+250 R0 F MAX
6 L X-20 Y-20 R0 F MAX
7 L Z0 R0 F2000 M3
8 LBL 1
9 L IZ-4 r0 F2000
10 L X+5 Y+5 RL F300
11 RND R2
12 L Y+85
13 RND R10 F150
14 L X+30
15 CR X+70 Y+95 R+30 DR-
16 L X+95
17 L Y+40
18 CT X+40 Y+5
19 L X+5
20 RND R2
21 L X-20 Y-20 R0 F1000
22 CALL LBL 1 REP 4/4
23 L Z+250 R0 F MAX M2
24 END PGM 95 MM
Definicja narzêdzia
Wywo³anie narzêdzia
Przemieciæ swobodnie narzêdzie
Pozycjonowaæ wstêpnie p³aszczyznê obróbki
Pozycjonowanie wstêpne o wrzeciona
Znacznik dla powtórzenia czêci programu
Przyrostowy dosuw na g³êbokoæ (poza materia³em)
Dosun¹æ narzêdzie do konturu
Punkt 2: pierwsza prosta dla naro¿a 2
Promieñ z R = 10 mm wnieæ, posuw: 150 mm/min
Dosun¹æ narzêdzie do punktu 3
Dosun¹æ narzêdzie do punktu 4
Dosun¹æ narzêdzie do punktu 5
Dosun¹æ narzêdzie do punktu 6
Dosun¹æ narzêdzie do punktu 7
Dosun¹æ narzêdzie do ostatniego punktu 1 konturu
Opuciæ kontur
Skok powrotny do LBL 1 (LABEL-LBL-znacznik); ³¹cznie cztery razy
Przemieciæ swobodnie narzêdzie, koniec programu
X
Y
95
5
95
5
85
40
40
30
70
R10
R30
Lkap9.pm6
15.12.2005, 09:53
154