HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 125
111
HEIDENHAIN TNC 310
ú
OBRÓT ZGODNIE Z RUCHEM WSKAZÓWEK ZEGARA
DR + : wspó³bie¿ne frezowanie przy M3
DR : przeciwbie¿ne frezowanie przy M3
ú
Promieñ zaokr¹glenia: promieñ dla naro¿y wybrañ.
Dla promienia = 0 promieñ zaokr¹glenia jest równy
promieniowi narzêdzia
Obliczenia:
dosuw boczny k = K x R
K: Wspó³czynnik nak³adania siê, okrelony w parametrze masz. 7430
R: Promieñ freza
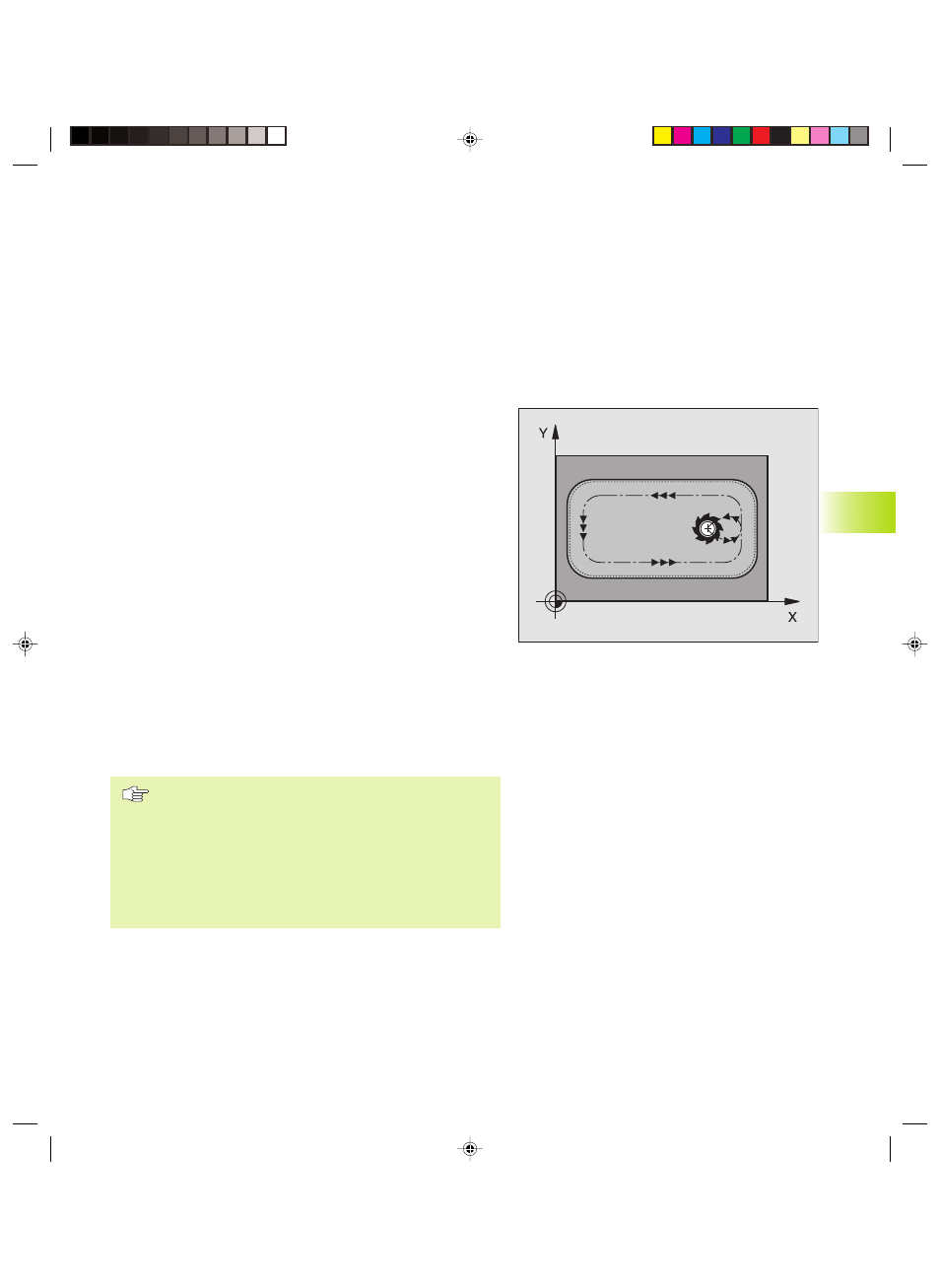
WYBRANIE OBRABIAÆ NA GOTOWO (cykl 212)
1 TNC przemieszcza narzêdzie automatycznie w osi wrzeciona na
Bezpieczn¹ wysokoæ lub jeli wprowadzono na
2-g¹ Bezpieczn¹ wysokoæ i nastêpnie na rodek kieszeni
2 Ze rodka wybrania narzêdzie przesuwa siê na p³aszczynie
obróbki do punktu startu obróbki. TNC uwzglêdnia dla obliczenia
punktu startu naddatek i promieñ narzêdzia. W takim TNC wcina
narzêdzie w rodek wybrania
3 Jeli narzêdzie znajduje siê na 2-giej bezpiecznej wysokoci,
TNC przesuwa narzêdzie z FMAX na bezpieczn¹ wysokoæ i
stamt¹d z posuwem dosuwu na g³êbokoæ na pierwsz¹
g³êbokoæ dosuwu
4 Nastêpnie narzêdzie przesuwa siê stycznie do konturu czêci
gotowej i frezuje wspó³bie¿nie po obwodzie
5 Nastêpnie narzêdzie odsuwa siê stycznie od konturu do punktu
startu na p³aszczynie obróbki
6 Ta operacja (3 do 5) powtarza siê, a¿ zostanie osi¹gniêta
zaprogramowana g³êbokoæ
7 Przy koñcu cyklu TNC przemieszcza narzêdzie na biegu szybkim
na Bezpieczn¹ wysokoæ lub jeli wprowadzono na
2-g¹ Bezpieczn¹ wysokoæ i nastêpnie na rodek kieszeni
(pozycja koñcowa = pozycja startu)
Proszê uwzglêdniæ przed programowaniem
Znak liczby parametru g³êbokoæ okrela kierunek pracy.
Jeli chcemy wybranie obrabiaæ na gotowo od razu, to
proszê u¿ywaæ freza z tn¹cym przez rodek zêbem
czo³owym (DIN 844) i wprowadziæ niewielk¹ wartoæ
posuwu dosuwu na g³êbokoæ.
Minimalna wielkoæ wybrania: potrójny promieñ
narz¹dzia.
8.3
Cykle
dla
fr
ezowania
wybrañ,
czopów
i r
owków
wpustowych
Kkap8.pm6
15.12.2005, 09:53
111