HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 133
119
HEIDENHAIN TNC 310
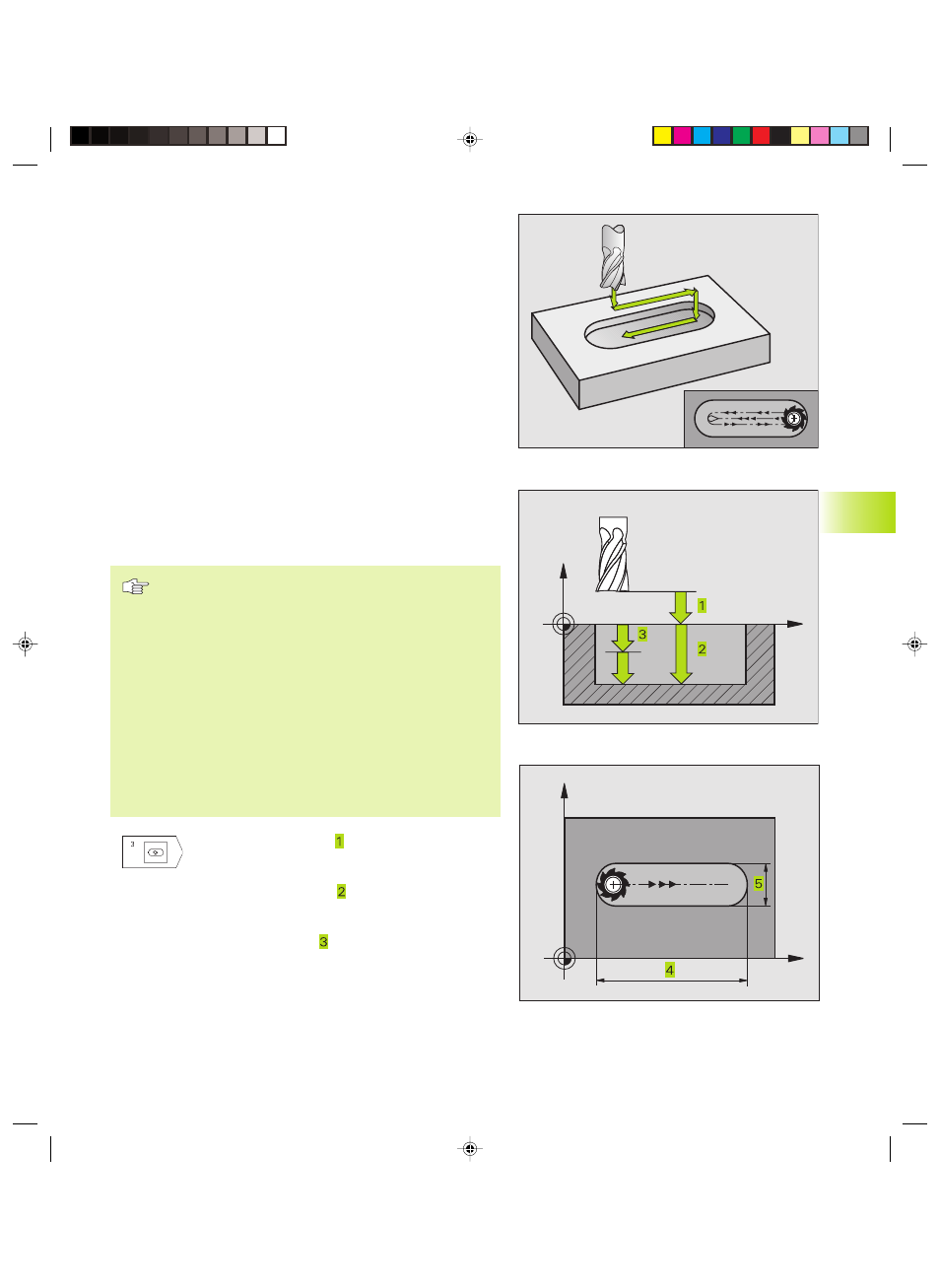
FREZOWANIE ROWKÓW (Cykl 3)
Obróbka zgrubna
1 TNC przesuwa narzêdzie o naddatek na obróbkê wykañczaj¹c¹
(po³owa ró¿nicy pomiêdzy szerokoci¹ rowka i przekrojem
narzêdzia) do wewn¹trz. St¹d wcina siê narzêdzie w przedmiot i
frezuje rowek w kierunku pod³u¿nym
2 Na koñcu rowka nastêpuje dosuw na g³êbokoæ i narzêdzie
frezuje w kierunku przeciwnym.
Ta operacja powtarza siê, a¿ zostanie osi¹gniêta g³êbokoæ
frezowania
Obróbka wykañczaj¹ca
3 Na dnie frezowania TNC przemieszcza narzêdzie po torze
ko³owym stycznie do konturu zewnêtrznego; po tym kontur
zostaje obrobiony na gotowo ruchem wspó³bie¿nym (przy M3)
4 Na koniec narzêdzie odsuwa siê na biegu szybkim FMAX na
bezpieczn¹ wysokoæ
W przypadku nieparzystej liczby dosuwów narzêdzie
przemieszcza siê na bezpieczn¹ wysokoæ na pozycjê startu
Proszê uwzglêdniæ przed programowaniem
Zaprogramowaæ blok pozycjonowania do punktu startu
na p³aszczynie obróbki rodek rowka (2-d³ugoæ
boku) i przesuniêty o wartoæ promienia narzêdzia w
rowku z korekcj¹ promienia R0.
Zaprogramowaæ blok pozycjonowania w punkcie startu
osi wrzeciona (bezpieczna wysokoæ nad powierzchni¹
obrabianego przedmiotu).
Znak liczby parametru g³êbokoæ okrela kierunek pracy.
U¿ywaæ freza z tn¹cym przez rodek zêbem czo³owym (DIN
844) lub dokonaæ wiercenia wstêpnego w punkci startu.
Wybraæ rednicê freza nie wiêksz¹ ni¿ szerokoæ rowka
i nie mniejsz¹ ni¿ po³owa szerokoci rowka.
ú
Bezpieczna wysokoæ (przyrostowo): odstêp
pomiêdzy ostrzem narzêdzia (pozycja startu) i
powierzchni¹ obrabianego przedmiotu
ú
G³êbokoæ frezowania (przyrostowo): odstêp
pomiêdzy powierzchni¹ obrabianego przedmiotu i
dnem wybrania
ú
G³êbokoæ dosuwu (przyrostowo): wymiar, o jaki
narzêdzie zostaje ka¿dorazowo dosuniête; TNC
przemieszcza siê jednym chodem roboczym na
g³êbokoæ jeli:
n
g³êbokoæ dosuwu i g³êbokoæ s¹ sobie równe
n
ÿ
dg³êbokoæ dosuwu jest wiêksza ni¿ g³êbokoæ
8.3
Cykle
dla
fr
ezowania
wybrañ,
czopów
i r
owków
wpustowych
X
Z
X
Y
Kkap8.pm6
15.12.2005, 09:53
119