HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 134
8 Programowanie: Cykle
120
ú
Posuw dosuwu na g³êbokoæ: prêdkoæ
przemieszczania siê narzêdzia przy wciêciu w
materia³
ú
1-sza d³ugoæ krawêdzi : d³ugoæ rowka; 1-szy
kierunek ciêcia okreliæ poprzez znak liczby
ú
2-ga d³ugoæ krawêdzi : szerokoæ rowka
ú
Posuw F: prêdkoæ przemieszczania siê narzêdzia
na p³aszczynie obróbki
ROWEK (rowek pod³u¿ny) z pog³êbianie ruchem
posuwisto-zwrotnym (Cykl 210)
Proszê uwzglêdniæ przed programowaniem
Znak liczby parametru g³êbokoæ okrela kierunek pracy.
Wybraæ rednicê freza nie wiêksz¹ ni¿ szerokoæ rowka
i nie mniejsz¹ ni¿ jedna trzecia szerokoci rowka.
Proszê wybraæ rednicê freza mniejsz¹ od po³owy
d³ugoci rowka: w przeciwnym razie TNC nie mo¿e
pog³êbiaæ narzêdzia ruchem posuwisto-zwrotnym.
Obróbka zgrubna
1 TNC pozycjonuje narzêdzie na biegu szybkim w osi wrzeciona
na 2-g¹ bezpieczn¹ wysokoæ i nastêpnie do centrum lewego
okrêgu; stamt¹d TNC pozycjonuje narzêdzie na bezpiecznej
wysokoci nad powierzchni¹ obrabianego przedmiotu
2 Narzêdzie naje¿d¿a z posuwem frezowania na powierzchniê
obrabianego przedmiotu; stamt¹d frez przesuwa siê w kierunku
wzd³u¿nym rowka wchodz¹c ukonie w materia³ do centrum
prawego okrêgu
3 Nastêpnie narzêdzie przemieszcza siê przy ukonym
zag³êbieniu z powrotem do lewego okrêgu; te kroki powtarzaj¹
siê, a¿ zostanie osi¹gniêta zaprogramowana g³êbokoæ
frezowania
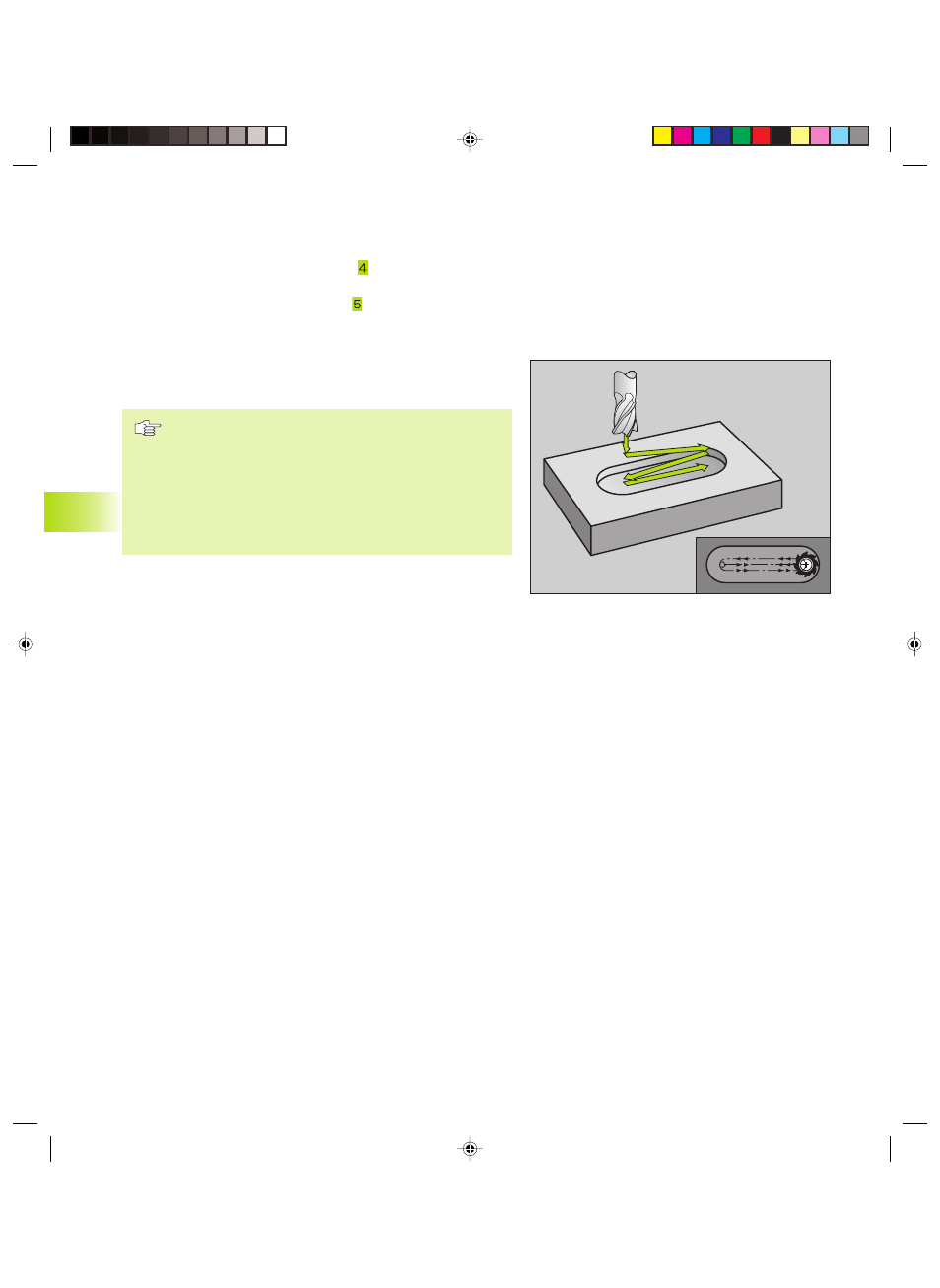
4 Na g³êbokoci frezowania TNC przemieszcza narzêdzie do
frezowania p³aszczyzn na drugi koniec rowka i potem znowu na
rodek rowka
Obróbka wykañczaj¹ca
5 Od rodka rowka TNC przesuwa narzêdzie stycznie do konturu
czêci gotowej; potem TNC wykañcza kontur ruchem
wspó³bie¿nym (przy M3)
6 Przy koñcu konturu narzêdzie przesuwa siê stycznie od
konturu do rodka rowka
7 Na koniec narzêdzie przemieszcza siê z powrotem na biegu szybkim
FMAX na Bezpieczn¹ wysokoæ i jeli wprowadzono na
2-g¹ Bezpieczn¹ wysokoæ
8.3
Cykle
dla
fr
ezowania
wybrañ,
czopów
i r
owków
wpustowych
Kkap8.pm6
15.12.2005, 09:53
120