HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 130
8 Programowanie: Cykle
116
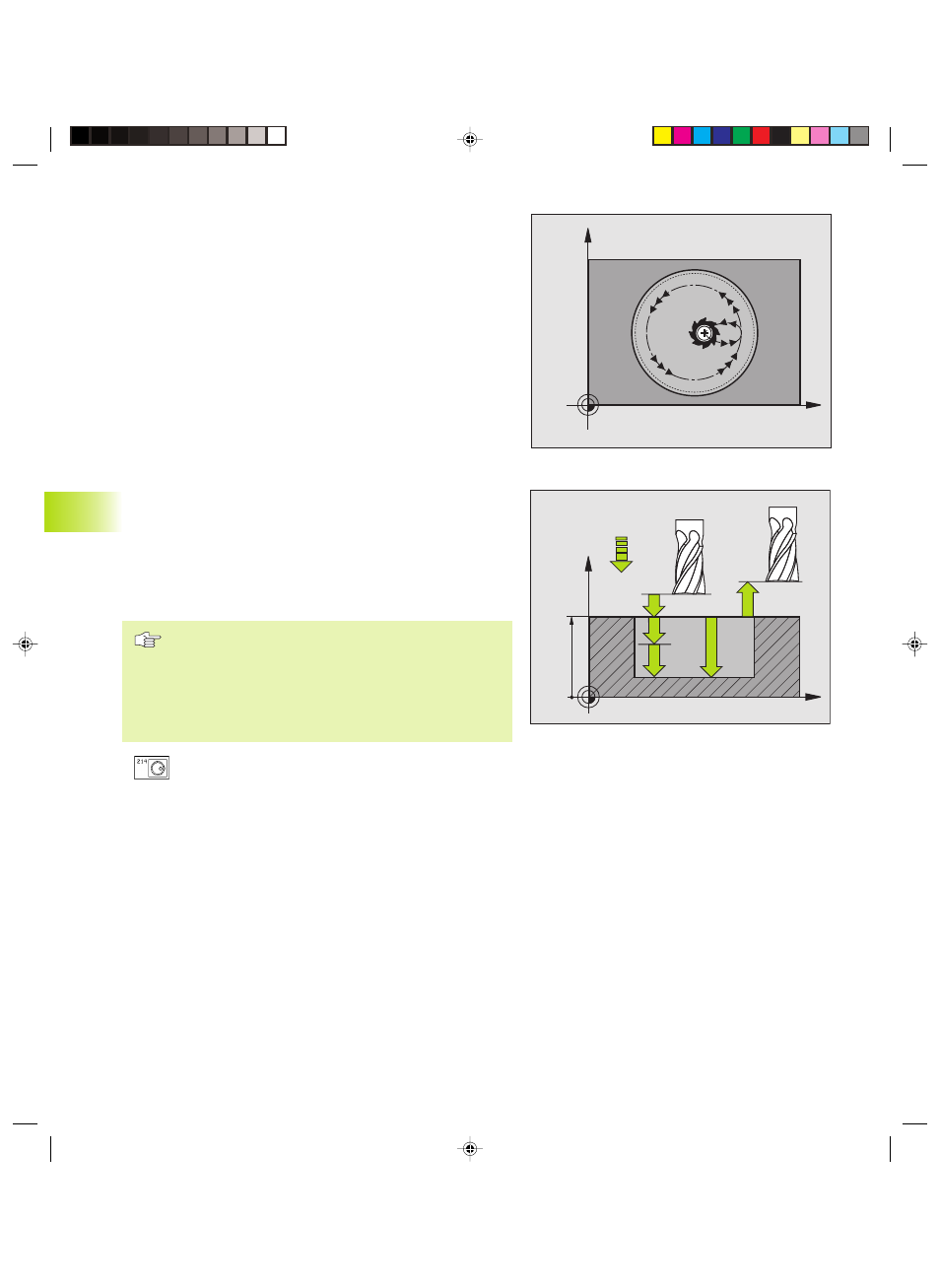
WYBRANIE KO£OWE OBRABIAÆ NA GOTOWO
(Cykl 214)
1 TNC przemieszcza narzêdzie automatycznie w osi wrzeciona na
Bezpieczn¹ wysokoæ lub jeli wprowadzono na
2-g¹ Bezpieczn¹ wysokoæ i nastêpnie do rodka kieszeni
2 Ze rodka wybrania narzêdzie przesuwa siê na p³aszczynie
obróbki do punktu startu obróbki. TNC uwzglêdnia dla obliczenia
punktu startu przekrój czêci nieobrobionej i promieñ narzêdzia.
Jeli promieñ czêci nieobrobionej zostanie wprowadzony z
wartoci¹ 0, to TNC wcina narzêdzie w rodek wybrania
3 Jeli narzêdzie znajduje siê na 2-giej bezpiecznej wysokoci,
TNC przemieszcza narzêdzie na biegu szybkim FMAX na
bezpieczn¹ wysokoæ i stamt¹d z posuwem dosuwu na
g³êbokoæ na pierwsz¹ g³êbokoæ dosuwu
4 Nastêpnie narzêdzie przesuwa siê stycznie do konturu czêci
gotowej i frezuje wspó³bie¿nie po obwodzie
5 Po tym narzêdzie odje¿d¿a stycznie od konturu do punktu startu
na p³aszczynie obróbki
6 Ta operacja powtarza siê (4 do 5), a¿ zostanie osi¹gniêta
zaprogramowana g³êbokoæ
7 Przy koñcu cyklu TNC przemieszcza narzêdzie z FMAX na
Bezpieczn¹ wysokoæ lub jeli wprowadzono na
2-g¹ Bezpieczn¹ wysokoæ i nastêpnie na rodek kieszeni
(pozycja koñcowa = pozycja startu)
Proszê uwzglêdniæ przed programowaniem
Znak liczby parametru g³êbokoæ okrela kierunek pracy.
Jeli chcemy wybranie obrabiaæ na gotowo od razu, to
proszê u¿ywaæ freza z tn¹cym przez rodek zêbem
czo³owym (DIN 844) i wprowadziæ niewielk¹ wartoæ
posuwu dosuwu na g³êbokoæ.
ú
Bezpieczna wysokoæ Q200 (przyrostowo): odstêp
pomiêdzy ostrzem narzêdzia i powierzchni¹
obrabianego przedmiotu
ú
G³êbokoæ Q201 (przyrostowo): odstêp pomiêdzy
powierzchni¹ obrabianego przedmiotu i dnem wybrania
ú
Posuw dosuwu na g³êbokoæ Q206: prêdkoæ
przemieszczania narzêdzia przy najedzie na g³êbokoæ
w mm/min. Jeli narzêdzie zag³êbia siê w materia³, to
wprowadziæ niewielk¹ wartoæ; je¿eli narzêdzie zag³êbia
siê poza materia³em, wtedy wprowadziæ wiêksz¹ wartoæ
ú
G³êbokoæ dosuwu Q202 (przyrostowo): wymiar, o
jaki narzêdzie zostaje ka¿dorazowo dosuniête
ú
Poswu frezowania Q207: prêdkoæ przemieszczania
narzêdzia przy frezowaniu w mm/min
ú
Wspó³. powierzchni obrabianego przedmiotu Q203
(bezwzglêdna): wspó³rzêdna powierzchni
obrabianego przedmiotu
8.3
Cykle
dla
fr
ezowania
wybrañ,
czopów
i r
owków
wpustowych
X
Y
X
Z
Q200
Q201
Q206
Q202
Q203
Q204
Kkap8.pm6
15.12.2005, 09:53
116