4 cykle dla wytwarzania wzorów punktowych – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 144
Advertising
8 Programowanie: Cykle
130
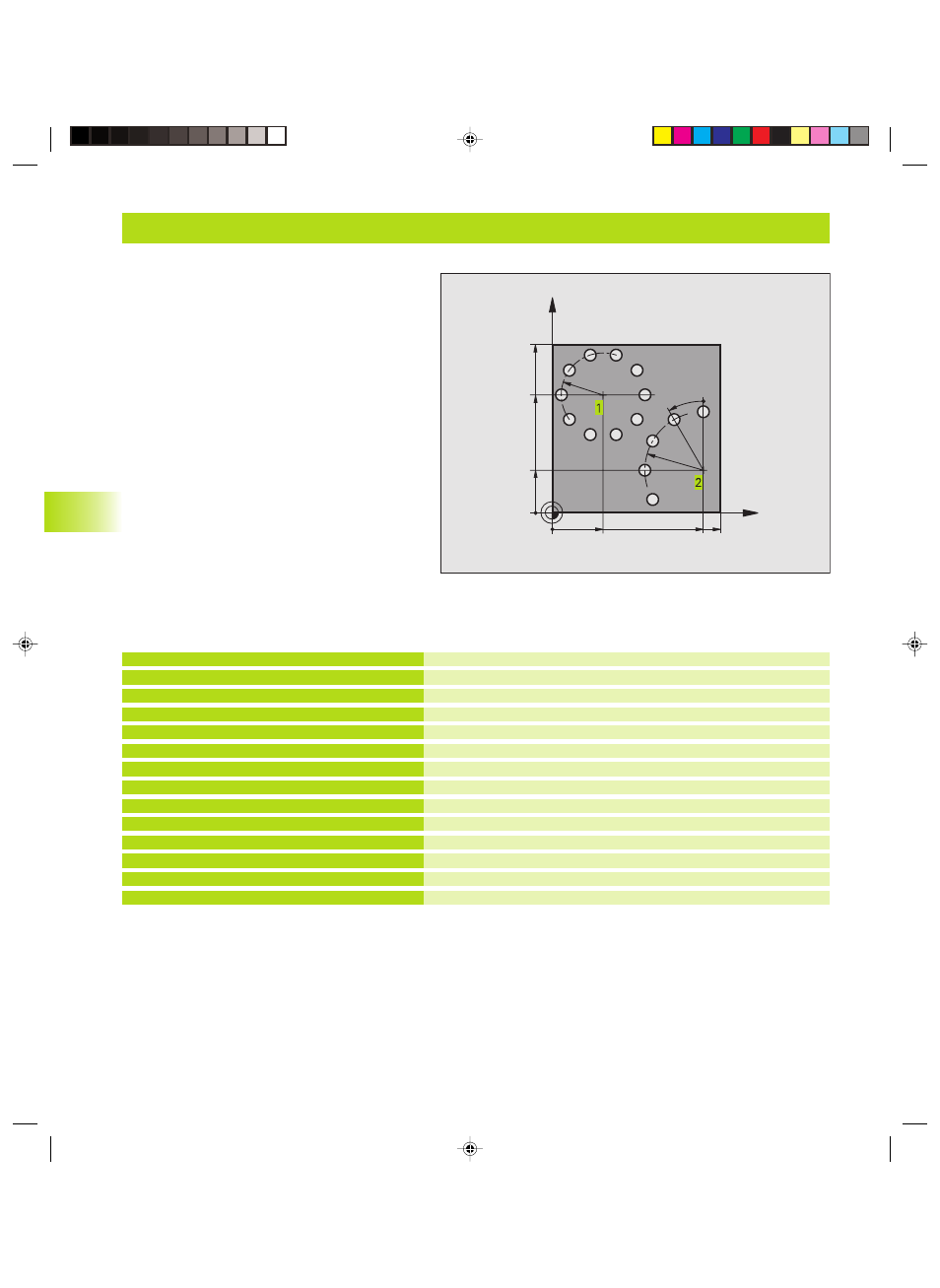
Przyk³ad: ko³a otworów!
Definicja czêci nieobrobionej
Definicja narzêdzia
Wywo³anie narzêdzia
Przemieciæ narzêdzie
Definicja cyklu wiercenie
Bezpieczna wysokoæ
G³êbokoæ
Posuw wiercenia
G³êbokoæ dosuwu
Przerwa czasowa u góry
Wspó³rzêdna powierzchni
2. Odstêp bezpieczeñstwa
0 BEGIN PGM 3589M
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+3
4 TOOL CALL 1 Z S3500
5 L Z+250 R0 F MAX M3
6 CYKL DEF 200 WIERCENIE
Q200=2
;BEZP. WYSOKOÆ
Q201=-15
;G£ÊBOKOÆ
Q206=250
;POSUW DOSUWU NA G£ÊB.
Q202=4
;G£ÊBOKOÆ DOSUWU
Q210=0
;PRZERWA CZASOWA
Q203=+0
;WSPÓ£. POWIERZCHNI
Q204=0
;2-GA BEZP. WYSOKOÆ
8.4
Cykle
dla
wytwarzania
wzorów
punktowych
X
Y
30
70
100
100
R25
R35
30°
90
25
Kkap8.pm6
15.12.2005, 09:53
130
Advertising