HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 36
22
3.1
Pr
ogramowanie
pr
ostych
bloków
pozycjonowania
i ich
odpracowanie
3 Ustalenie po³o¿enia z rêcznym wprowadzeniem danych
3.1 Programowanie prostych bloków
pozycjonowania i ich odpracowywanie
Dla prostej obróbki lub dla wstêpnego ustalenia po³o¿enia narzêdzia
przeznaczony jest rodzaj pracy Pozycjonowanie z rêcznym
wprowadzeniem danych. W tym przypadku mo¿na wprowadziæ krótki
program w formacie tekstu otwartego firmy HEIDENHAIN i dokonaæ
bezporednio jego wykonania. Mo¿na tak¿e wywo³aæ cykle TNC.
Ten program zostanie wprowadzony w pamiêæ w pliku SMDI. Przy
pozycjonowaniu z rêcznym wprowadzeniem danych mo¿na
aktywowaæ dodatkowe wskazanie stanu.
Wybraæ rodzaj pracy Pozycjonowanie z
rêcznym wprowadzeniem danych. Plik $MDI
dowolnie zaprogramowaæ
Rozpocz¹æ przebieg programu: zewnêtrzny
przycisk START
Ograniczenia:
Nie ma do dyspozycji nastêpuj¹cych funkcji:
- korekcja promienia narzêdzia
- grafika programowania
- programowalne funkcje digitalizacji
- podprogramy, powtórzenia czêci programu
- funkcje toru kszta³towego CT, CR, RND i CHF
- cykl 12 PGM CALL
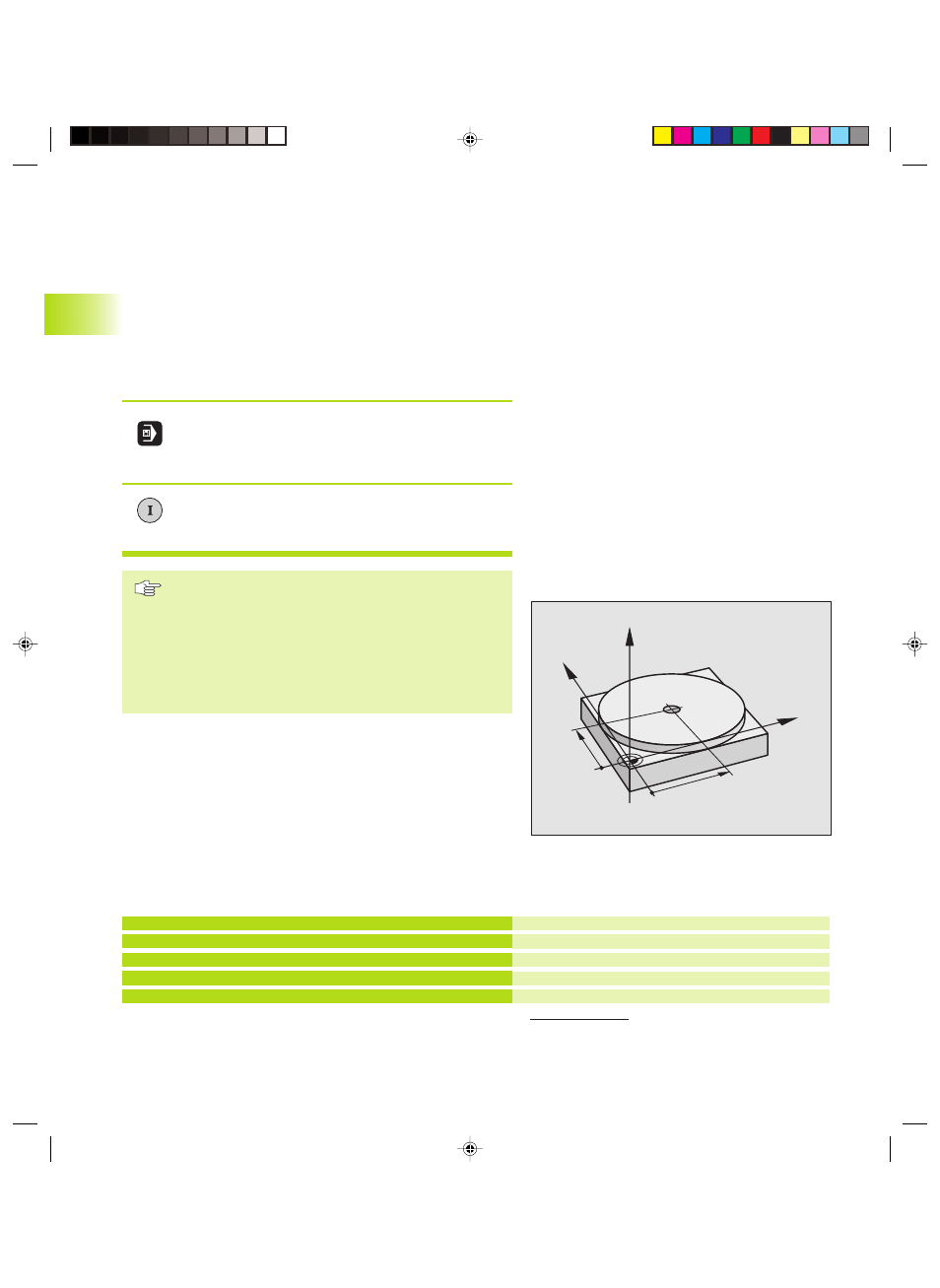
Przyk³ad 1
Na pojedyñczym przedmiocie ma byæ wykonany otwór okr¹g³y o
g³êbokoci 20 mm. Po umocowaniu przedmiotu, wyregulowaniu i
wyznaczeniu punktów odniesienia, mo¿na wykonanie tego otworu
programowaæ kilkoma wierszami programu i wype³niæ.
Najpierw ustala siê wstêpne po³o¿enie narzêdzia przy pomocy L-
bloku (prostymi) nad obrabianym przedmiotem i z odstêpem
bezpieczeñstwa 5 mm nad wierconym otworem. Nastêpnie
wykonuje siê otwór przy pomocy cyklu 1 WIERCENIE G£ÊBOKICH
OTWORÓW.
0 BEGIN PGM $MDI MM
1 TOOL DEF 1 L+0 R+5
2 TOOL CALL 1 Z S2000
3 L Z+200 R0 FMAX
Y
X
Z
50
50
Narz. zdefiniowaæ: narzêdzie zerowe, promieñ 5
Narz. wywo³aæ: o narzêdzia Z,
Prêdkoæ obrotowa wrzeciona 2000 Obr/min
Narz. przemieciæ (FMAX = bieg szybki)
Wkz = narzêdzie
Dkap1-3.pm6
15.12.2005, 09:53
22