HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 83
69
HEIDENHAIN TNC 310
6.4
Ruchy
po
torze
kszta³towym
pr
ostok¹tne
wspó³rzêdne
Prosta L
TNC przemieszcza narzêdzie po prostej od jego aktualnej pozycji
do punktu koñcowego prostej. Punkt startu jest jednoczenie
punktem koñcowym poprzedniego zapisu.
ú
Wprowadziæ wspó³rzêdne punktu koñcowego
prostej
Jeli konieczne:
ú
Korekcjê promienia RL/RR/R0
ú
Posuw F
ú
Funkcja dodatkowa M
NC-bloki przyk³adowe
7 L X+10 Y+40 RL F200 M3
8 L IX+20 IY-15
9 L X+60 IY-10
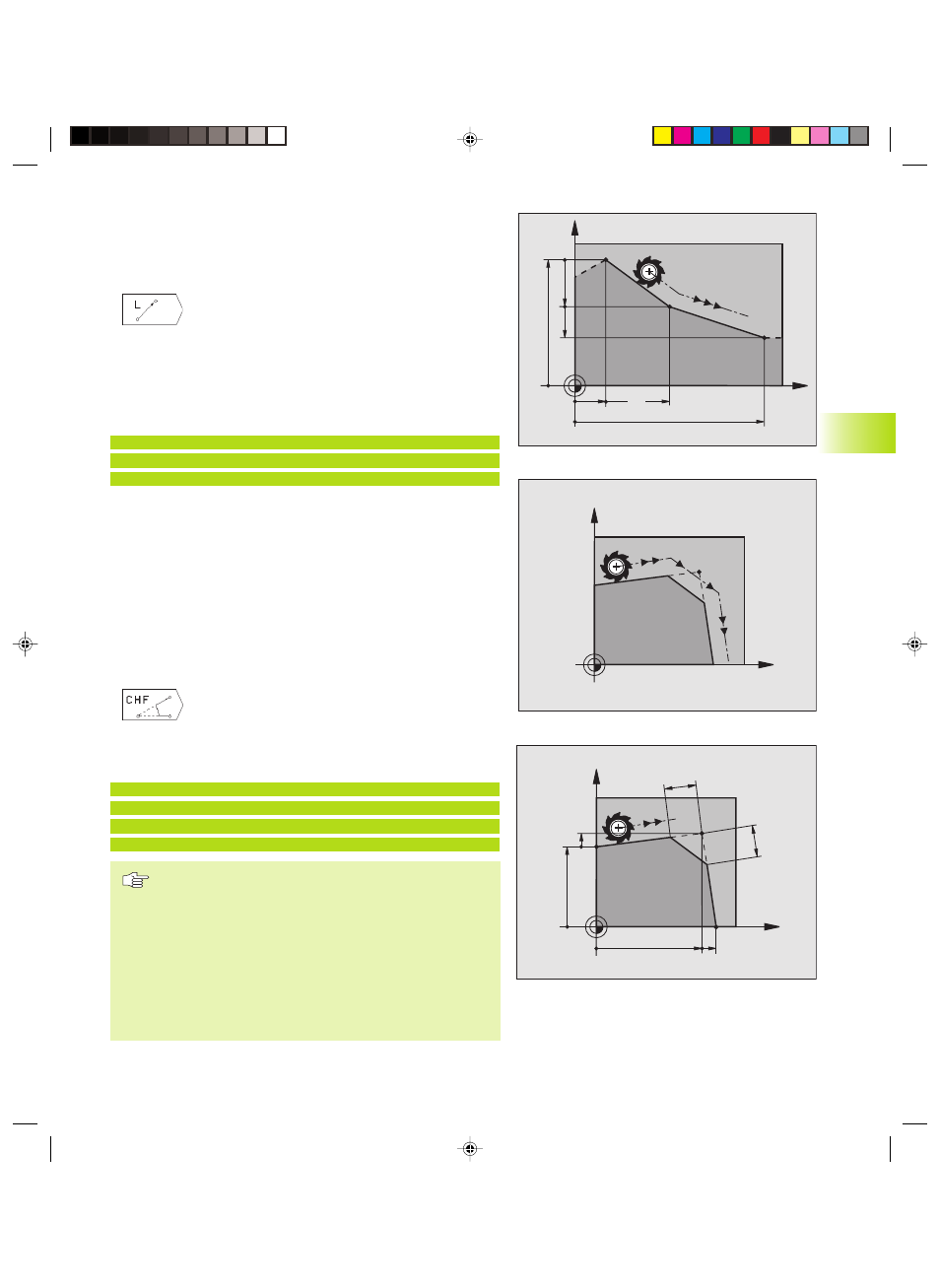
Fazkê CHF umieciæ pomiêdzy dwoma prostymi
Na rogach konturu, które powstaj¹ poprzez przeciêcie siê dwóch
prostych, mo¿na wykonaæ fazki.
n
W zapisach prostych przed i po CHF-zapisie proszê
zaprogramowaæ ka¿dorazowo obydwie wspó³rzêdne
p³aszczyzny, w której zostanie wykonana fazka
n
Korekcja promienia przed i po CHF-zapisie musi byæ taka sama
n
Fazka musi byæ wykonywalna przy pomocy u¿ywanego na
danym etapie narzêdzia
ú
Odcinek fazki: wprowadziæ d³ugoæ fazki
Jeli konieczne:
ú
Posuw F (dzia³a tylko w CHF-bloku)
NC-bloki przyk³adowe
7 L X+0 Y+30 RL F300 M3
8 L X+40 IY+5
9 CHF 12
10 L IX+5 Y+0
Nie rozpoczynaæ konturu CHF-zapisem!
Fazka zostaje wykonana tylko na p³aszczynie obróbki.
Jeli nie zaprogramowano w bloku obróbki fazki
posuwu, to TNC przemieszcza narzêdzie z ostatnio
zaprogramowanym posuwem.
Zaprogramowany w CHF-bloku posuw dzia³a tylko w
tym CHF-bloku. Potem obowi¹zuje posuw
zaprogramowany przed CHF-blokiem.
Narzêdzie nie zostaje dosuniête do punktu naro¿nego,
odciêtego wraz z fazk¹.
X
Y
60
15
40
10
10
20
X
Y
X
Y
40
12
30
5
12
5
Gkap6.pm6
15.12.2005, 09:53
69