6 cykle dla przeliczania wspó³rzêdnych – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 152
8 Programowanie: Cykle
138
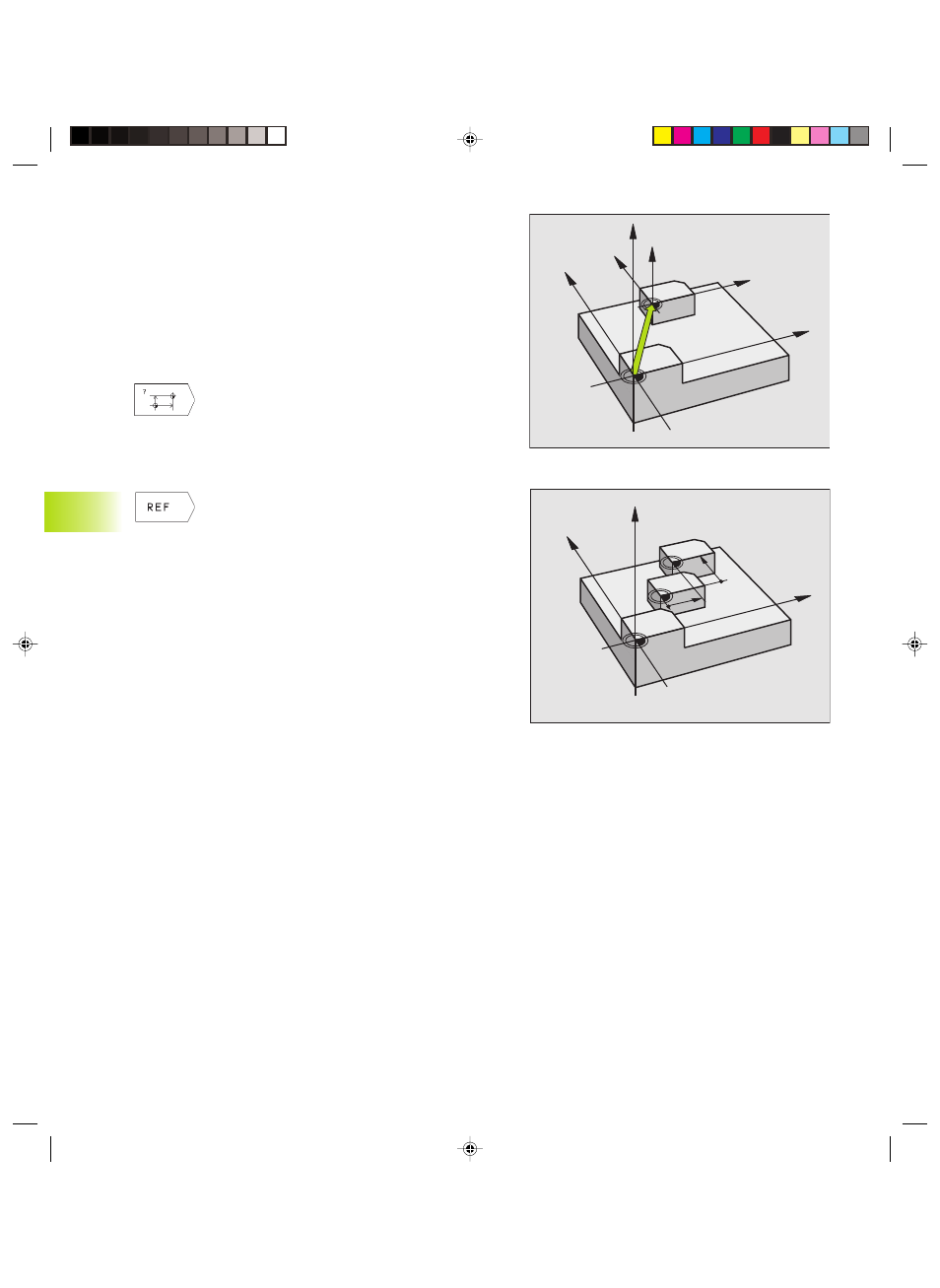
Przesuniêcie PUNKTU ZEROWEGO (Cykl 7)
Przy pomocy przesuniêcia PUNKTU ZEROWEGO mo¿na
powtarzaæ przejcia obróbkowe w dowolnych miejscach
przedmiotu.
Dzia³anie
Po zdefiniowaniu cyklu PUNKT ZEROWY-przesuniêcie, wszystkie
wprowadzane informacje o wspó³rzêdnych odnosz¹ siê do
nowego punktu zerowego. Przesuniêcie w ka¿dej osi TNC
wywietla w dodatkowym wskazaniu stanu obróbki.
ú
Przesuniêcie: wprowadziæ wspó³rzêdne nowego
punktu zerowego; wartoci bezwzglêdne odnosz¹
siê do punktu zerowego obrabianego przedmiotu,
który jest okrelony poprzez wyznaczenie punktu
odniesienia; wartoci przyrostowe odnosz¹ siê
zawsze do ostatniego obowi¹zuj¹cego punktu
zerowego a ten mo¿e byæ ju¿ przesuniêtym
ú
REF: Softkey REF nacisn¹æ (2-gi pasek Softkey),
wtedy odnosi siê zaprogramowany punkt zerowy
do punktu zerowego maszyny. TNC oznacza w tym
przypadku pierwszy blok cyklu przy pomocy REF
Wycofanie
Przesuniêcie punktu zerowego ze wspó³rzêdnymi X=0, Y=0 i Z=0
anuluje przesuniêcie punktu zerowego.
Wywietlacze stanu
Jeli punkty zerowe odnosz¹ siê do punktu zerowego maszyny, to
n
wskazanie po³o¿enia odnosi siê do aktywnego (przesuniêtego)
punktu zerowego
n
wywietlony punkt zerowy w dodatkowym wskazaniu stanu
odnosi siê do punktu zerowego maszyny, przy czym TNC wlicza
tak¿e rêcznie wyznaczony punkt odniesienia
8.6
Cykle
dla
przeliczania
wspó³rzêdnych
Z
Z
X
X
Y
Y
Z
X
Y
IX
IY
Kkap8.pm6
15.12.2005, 09:53
138