4 cykle dla wytwarzania wzorów punktowych – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 141
127
HEIDENHAIN TNC 310
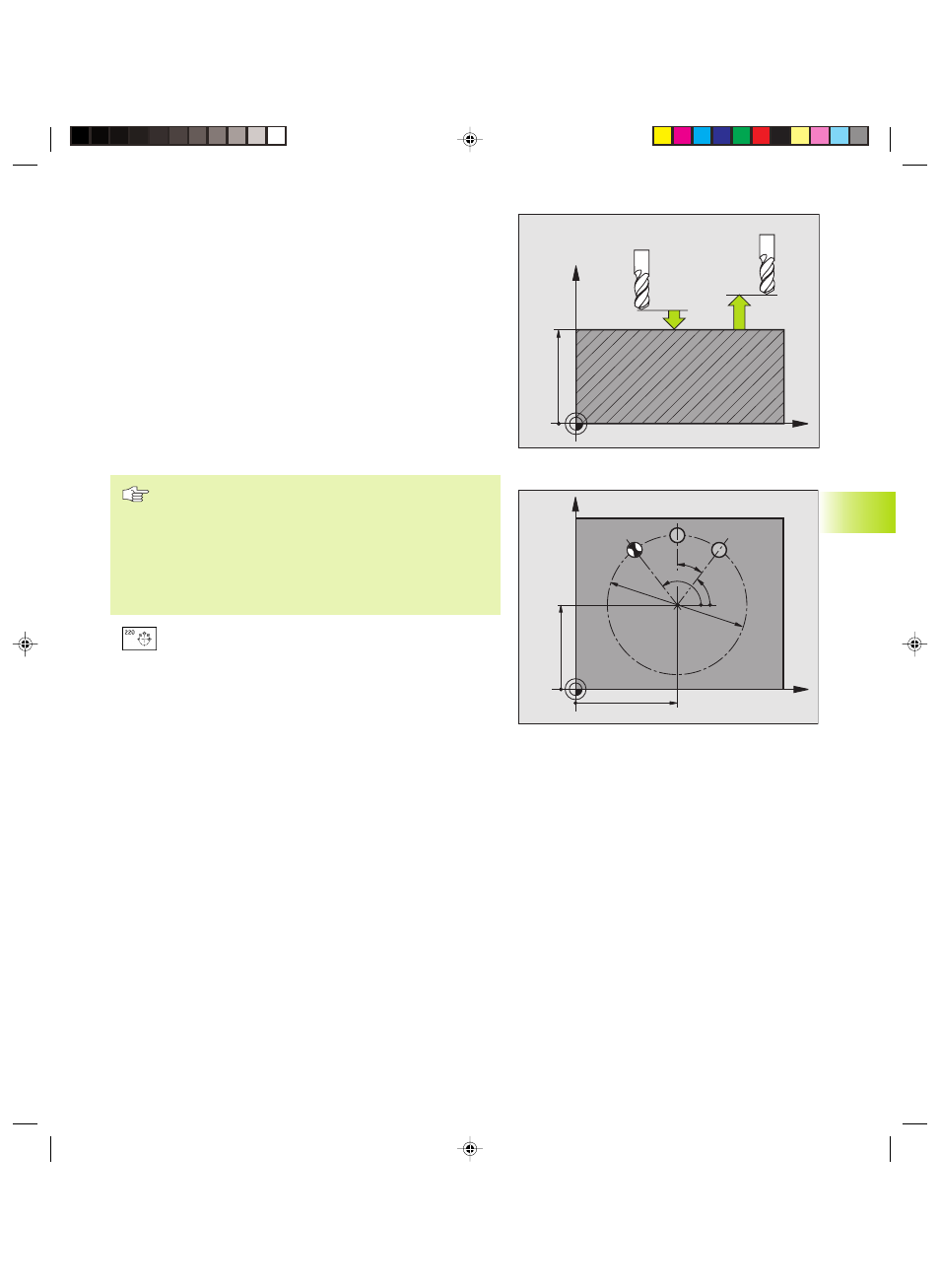
WZORY PUNKTOWE NA OKRÊGU (Cykl 220)
1 TNC pozycjonuje narzêdzie na biegu szybkim od aktualnej
pozycji do punktu startu pierwszej obróbki.
Kolejnoæ:
n
2-g¹ Bezpieczn¹ wysokoæ najechaæ (o wrzeciona)
n
Punkt startu na p³aszczynie obróbki najechaæ
n
Przemieszczenie na Bezpieczn¹ wysokoæ nad powierzchni¹
obrabianego przedmiotu (o wrzeciona)
2 Od tej pozycji TNC wype³nia ostatnio zdefiniowany cykl obróbki
3 Nastêpnie TNC pozycjonuje narzêdzie ruchem po prostej do
punktu startu nastêpnej obróbki; narzêdzie znajduje siê przy tym
na bezpiecznej wysokoci (lub 2-giej bezpiecznej wysokoci)
4 Ta operacja (1 do 3) powtarza siê, a¿ wszystkie rodzaje obróbki
zostan¹ wykonane
Proszê uwzglêdniæ przed programowaniem
Cykl 220 jest DEF-aktywny, to znaczy cykl 220 wywo³uje
automatycznie ostatnio zdefiniowany cykl obróbki.
Jeli kombinujemy jeden z cykli obróbki od 200 do 204 i
212 do 215 z cyklem 220, to Bezpieczna wysokoæ,
powierzchnia obrabianego przedmiotu i 2-ga
Bezpieczna wysokoæ obowi¹zuj¹ jak w cyklu 220.
ú
rodek 1-szej osi Q216 (bezwzglêdna): rodek
wycinka ko³a w osi g³ównej p³aszczyzny obróbki
ú
rodek 2-giej osi Q217 (bezwzglêdna): rodek
wycinka ko³a w osi pomocniczej p³aszczyzny obróbki
ú
rednica wycinka ko³a Q244: rednica wycinka ko³a
ú
K¹t startu Q245 (bezwzglêdna). k¹t pomiêdzy osi¹
g³ówn¹ p³aszczyzny obróbki i punktem startu
pierwszej obróbki na wycinku ko³a
ú
K¹t koñcowy Q246 (bezwzglêdny): k¹t pomiêdzy osi¹
g³ówn¹ p³aszczyzny obróbki i punktem startu
ostatniej obróbki na wycinku ko³a; proszê
wprowadziæ k¹t koñcowy nierównym k¹towi startu;
jeli wprowadzimy k¹t koñcowy wiêkszym od k¹ta
startu, to obróbka nast¹pi w ruchu przeciwnym do
ruchu wskazówek zegara, inaczej obróbka w kierunku
zgodnym z ruchem wskazówek zegara
8.4
Cykle
dla
wytwarzania
wzorów
punktowych
X
Z
Q200
Q203
Q204
X
Y
Q217
Q216
Q247
Q245
Q244
Q246
N = Q241
Kkap8.pm6
15.12.2005, 09:53
127