HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 103
89
HEIDENHAIN TNC 310
7.4 Funkcje dodatkowe dla zachowania
siê narzêdzi na torze kszta³towym
cieranie naro¿y: M90
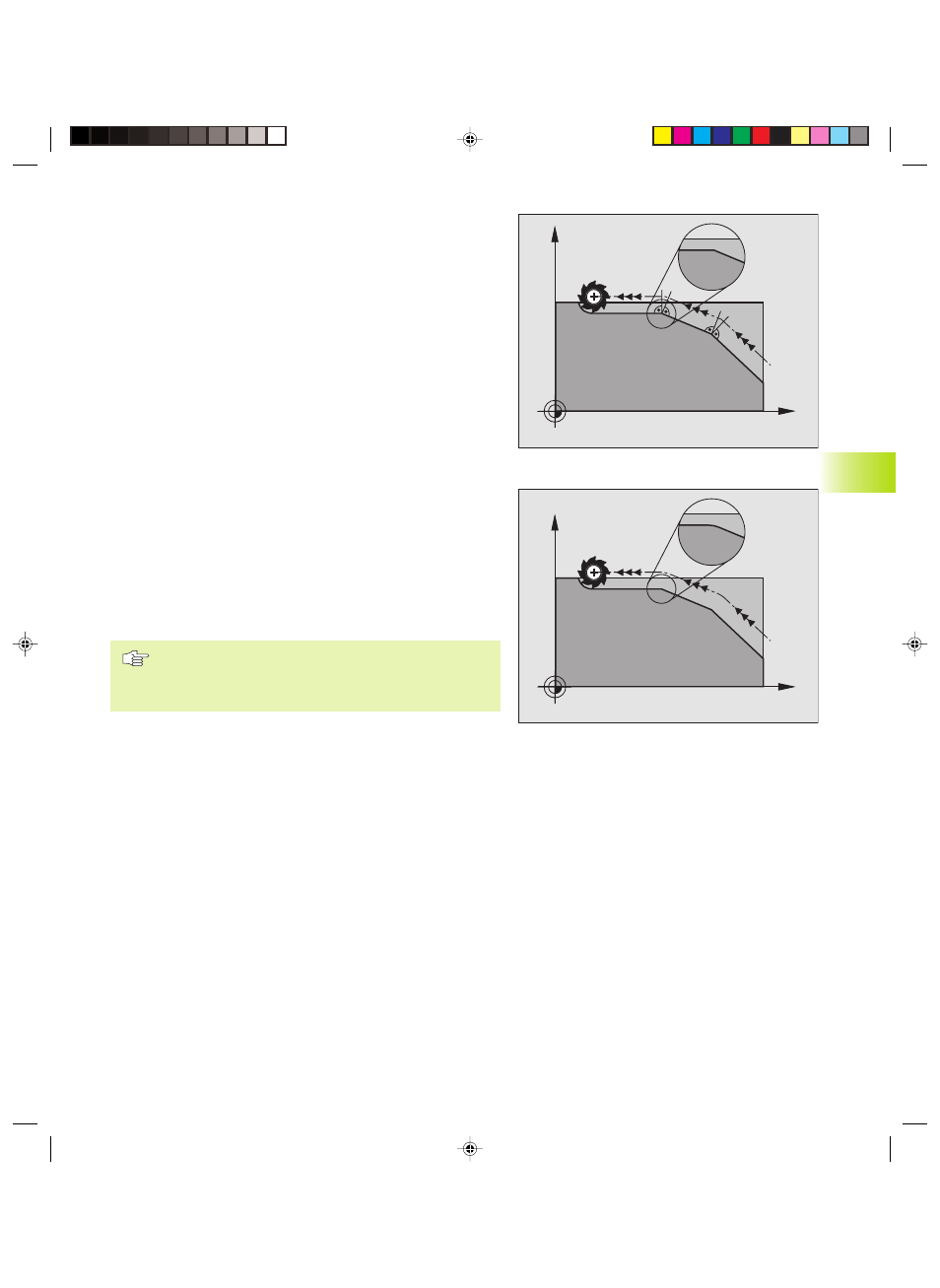
Postêpowanie standardowe
W blokach pozycjonowania bez korekcji promienia narzêdzi, TNC
zatrzymuje na krótko narzêdzie przy naro¿ach (zatrzymanie
dok³adnociowe).
W blokach programowych z korekcj¹ promienia (RR/RL), TNC
do³¹cza automatycznie przy naro¿ach zewnêtrznych okr¹g
przejciowy.
Postêpowanie z M90
Narzêdzie zostaje prowadzone na naro¿nych przejciach ze sta³¹
prêdkoci¹ torow¹: naro¿a cieraj¹ siê i powierzchnia
obrabianego przedmiotu jest g³adsza. Dodatkowo skraca siê czas
obróbki. Patrz rysunek po prawej stronie na rodku.
Przyk³ad zastosowania: powierzchnie sk³adaj¹ce siê z krótkich
prostych odcinków.
Dzia³anie
M90 dzia³a tylko w tym bloku programu, w którym M90 jest
zaprogramowana.
M90 zadzia³a na pocz¹tku bloku. Praca z odstêpem nonym
(odstêp stanowi¹cy ró¿nicê pomiêdzy pozycj¹ rzeczywist¹ i
zadan¹ narzêdzia w danym momencie) musi byæ wybrana.
Niezale¿nie od M90 mo¿e poprzez MP7460 zostaæ
okrelona wartoæ graniczna, do której przemieszczenie
narzêdzia nastêpuje ze sta³¹ prêdkoci¹ torow¹ (przy
pracy z odstêpem nonym i wysterowaniem wstêpnym).
X
Y
X
Y
7.4
Funkcje
dodatkowe
dla
zachowania
siê
narzêdzia
na
torze
kszta³towym
Hkap7.pm6
15.12.2005, 09:53
89