3 przebieg pr ogramu – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 207
193
HEIDENHAIN TNC 310
11.3
Przebieg
pr
ogramu
Wykonaæ program obróbki, który zawiera
wspó³rzêdne nie sterowanych osi
TNC mo¿e odpracowywaæ programy, w których zaprogramowano
nie sterowane osie.
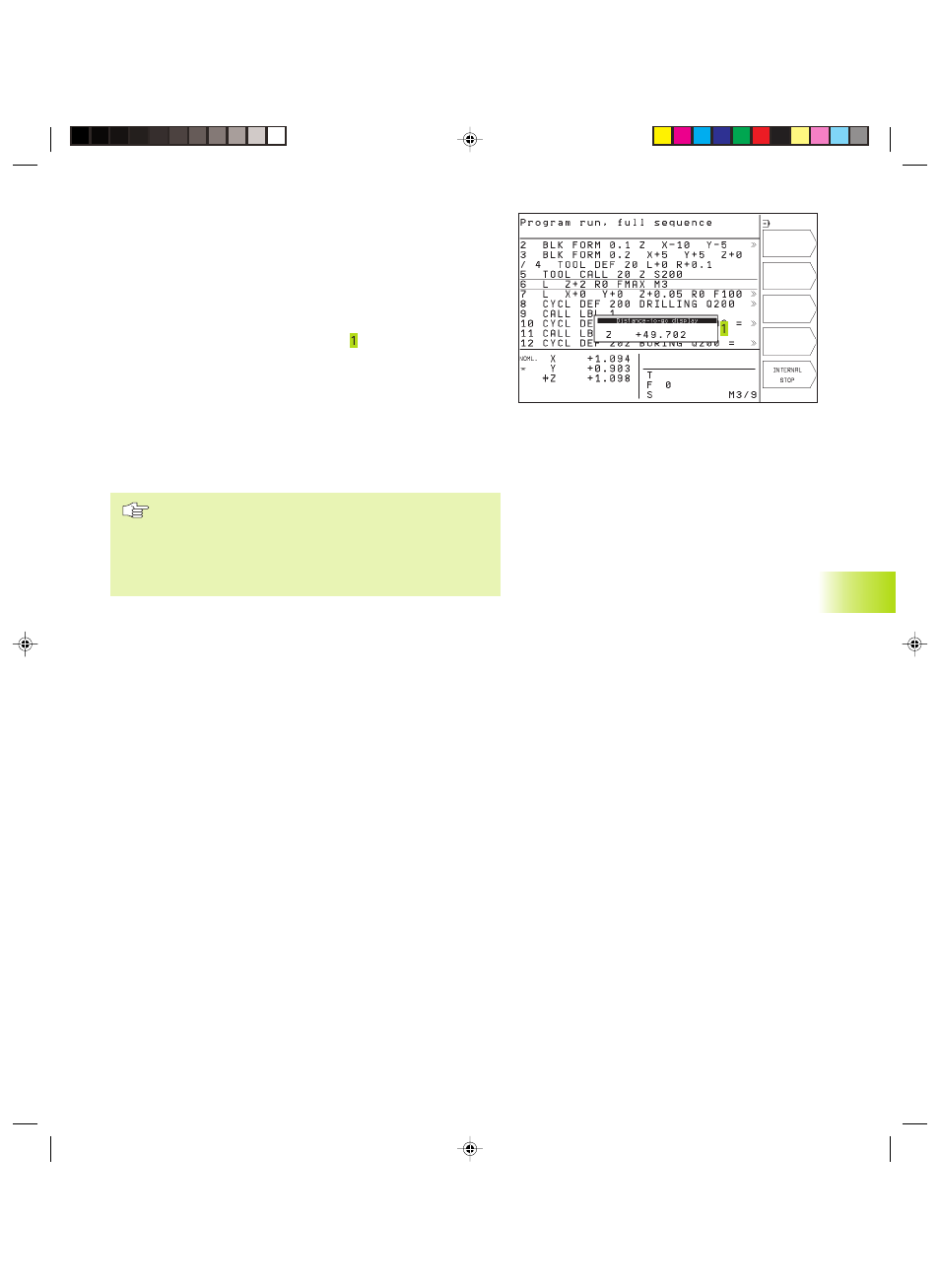
Jeli TNC dojdzie do bloku, w którym zaprogramowana jest nie
sterowana o, to zatrzymuje ono przebieg programu.
Jednoczenie TNC wywietla okno, w którym przedstawiony jest
odcinek pozosta³y do pozycji docelowej ( patrz rysunek po
prawej stronie u góry). Proszê post¹piæ w nastêpuj¹cy sposób:
ú
Proszê przesun¹æ o rêcznie do pozycji docelowej. TNC
aktualizuje stale okno pozosta³ej drogi i wywietla zawsze tê
wartoæ, któr¹ nale¿y pokonaæ do pozycji docelowej
ú
Jeli pozycja docelowa zosta³a osi¹gniêta, proszê nacisn¹æ
klawisz NC-Start, aby kontynuowaæ przebieg programu. Jeli
naciniemy NC-START zanim osi¹gniêta zostanie pozycja
docelowa, to TNC wydaje komunikat o b³êdach.
Jak dok³adnie nale¿y najechaæ pozycjê docelow¹,
okrelone jest w parametrze maszynowym 1030.x
(mo¿liwe do wprowadzenia wartoci: 0.001 do 2 mm).
Nie sterowane osie musz¹ znajdowaæ siê w oddzielnym
bloku pozycjonowania, w przeciwnym razie TNC wydaje
komunikat o b³êdach.
Nkap11.pm6
15.12.2005, 09:53
193