3 funkcje dodatkowe dane o wspó³rzêdnych – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 102
7 Programowanie: Funkcje dodatkowe
88
Producent maszyn wprowadza dla ka¿dej osi odstêp punktu
zerowego maszyny od punktu zerowego podzia³ki wymiarowej do
parametru maszynowego.
Postêpowanie standardowe
TNC odnosi wspó³rzêdne do punktu zerowego obrabianego
przedmiotu (patrz Wyznaczanie punktu odniesienia).
Postêpowanie z M91 punkt zerowy maszyny
Jeli wspó³rzêdne w zapisach pozycjonowania powinny odnosiæ
siê do punktu zerowego maszyny, to proszê wprowadziæ w tych
zapisach M91.
TNC pokazuje wartoci wspó³rzêdnych w odniesieniu do punktu
zerowego maszyny. We wskazaniu stanu proszê prze³¹czyæ
wskazanie wspó³rzêdnych na REF (patrz 1.4 Wskazania stanu).
Postêpowanie z M92 punkt odniesienia maszyny
Oprócz punktu zerowego maszyny mo¿e jej producent
wyznaczyæ jeszcze jedn¹ sta³¹ pozycjê maszyny (punkt
odniesienia maszyny).
Producent maszyny wyznacza dla ka¿dej osi odstêp
punktu odniesienia maszyny od punktu zerowego
maszyny (patrz podrêcznik obs³ugi maszyny).
Jeli wspó³rzêdne w zapisach pozycjonowania powinny odnosiæ
siê do punktu odniesienia maszyny, to proszê wprowadziæ w tych
zapisach M92.
Przy pomocy M91 lub M92 TNC przeprowadza
prawid³owo korekcjê promienia. D³ugoæ narzêdzia
jednak¿e nie zostaje uwzglêdniona.
Dzia³anie
M91 i M92 dzia³ajê tylko w tych zapisach programowych, w których
zaprogramowane jest M91 lub M92.
M91 i M92 zadzia³aj¹ na pocz¹tku zapisu.
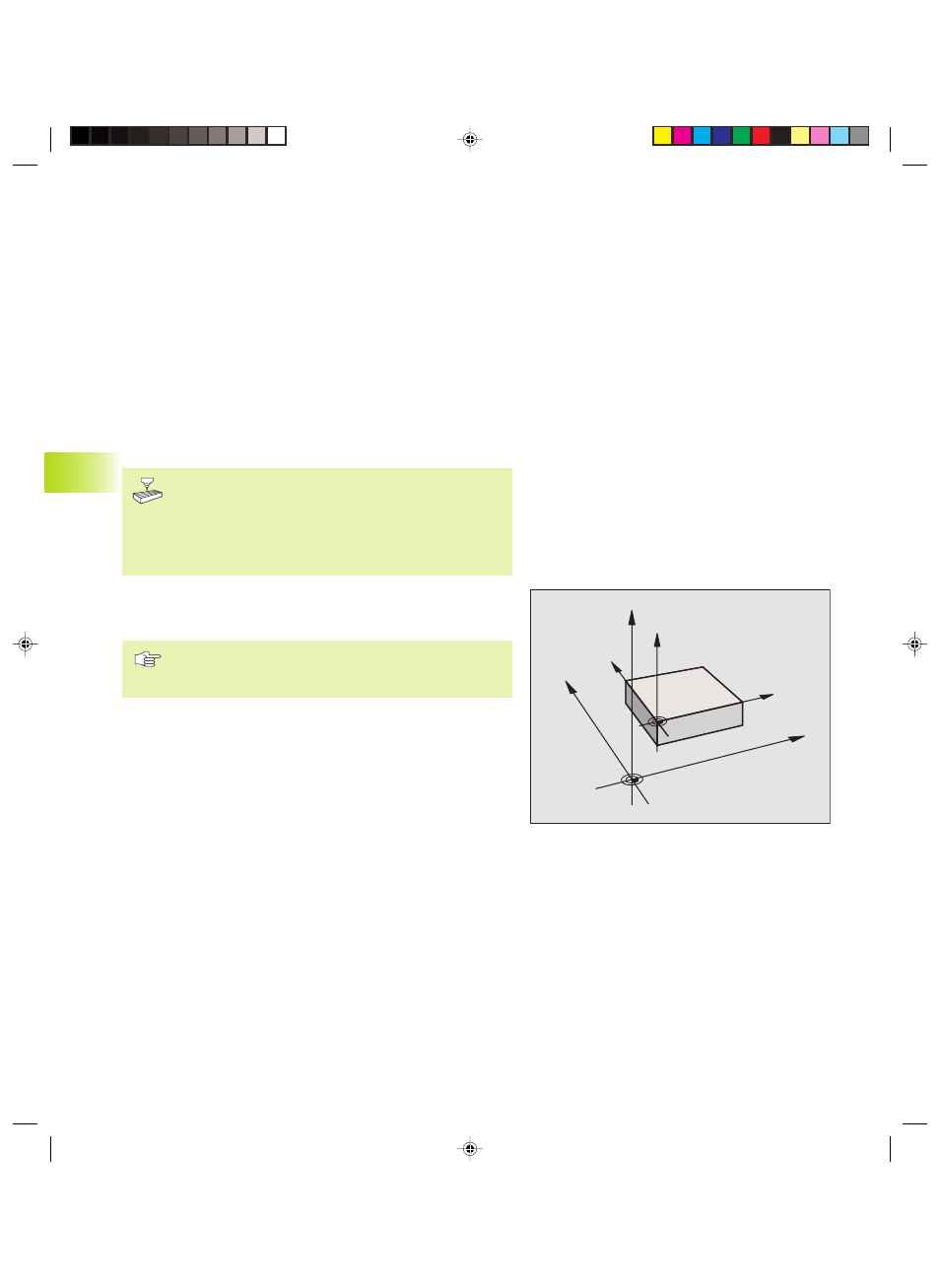
Punkt odniesienia obrabianego przedmiotu
Rysunek po prawej stronie pokazuje systemy wspó³rzêdnych z
punktem zerowym maszyny i punktem zerowym obrabianego
przedmiotu.
Z
X
Y
Z
Y
X
M
7.3
Funkcje
dodatkowe
dane
o
wspó³rzêdnych
Hkap7.pm6
15.12.2005, 09:53
88