2 cykle wier cenia – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 119
105
HEIDENHAIN TNC 310
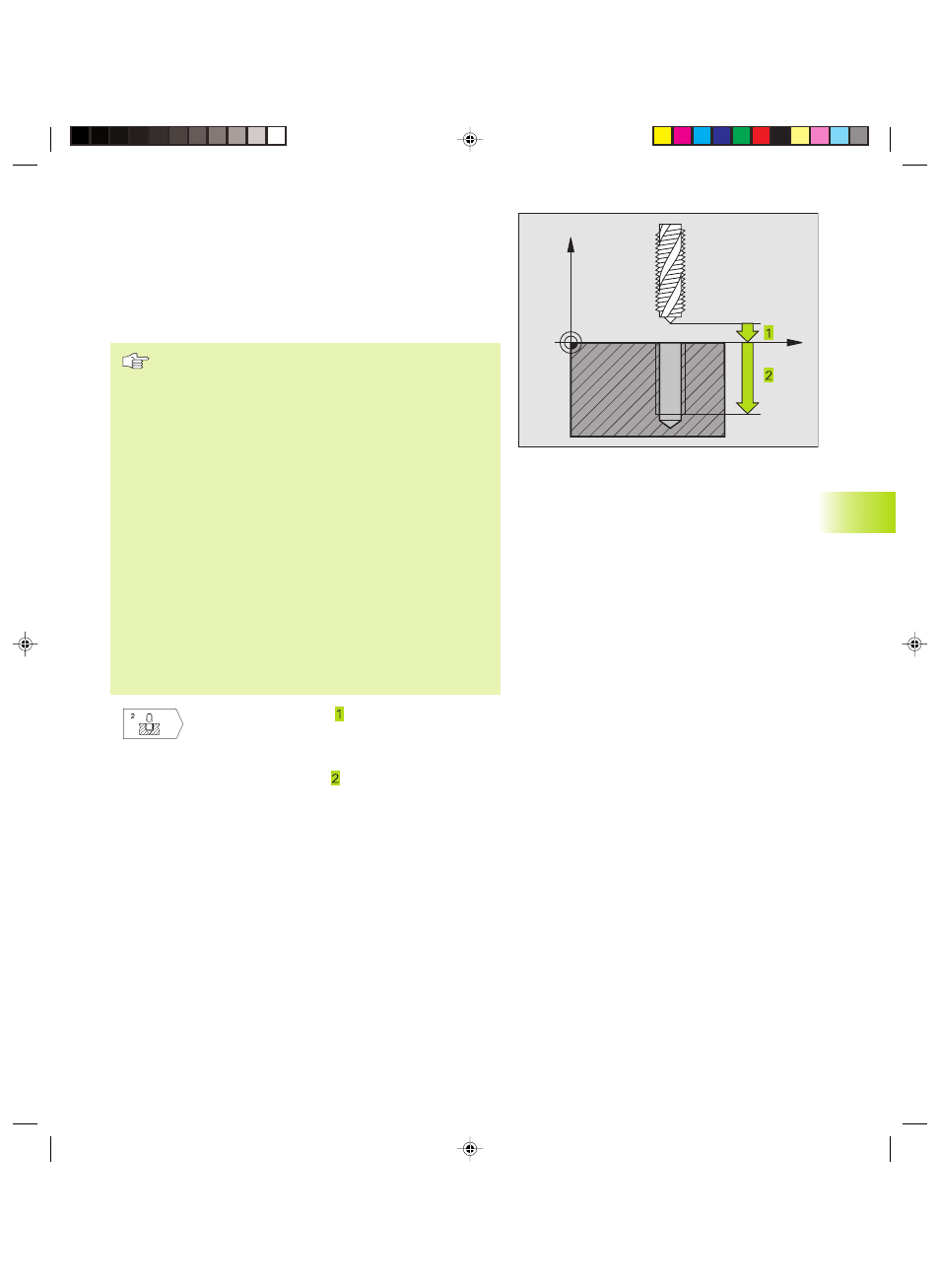
GWINTOWANIE z uchwytem wyrównawczym (Cykl 2)
1 Narzêdzie doje¿d¿a jednym chodem roboczym na g³êbokoæ
wiercenia
2 Nastêpnie zostaje odwrócony kierunek obrotów wrzeciona i
narzêdzie po przerwie czasowej zostaje odsuniête na pozycjê startu
3 W pozycji startu kierunek obrotu wrzeciona zostaje ponownie
odwrócony
Proszê uwzglêdniæ przed programowaniem
Zaprogramowaæ blok pozycjonowania w punkcie startu
(rodek odwiertu) p³aszczyzny obróbki z korekcj¹
promienia R0.
Zprogramowaæ blok pozycjonowania w punkcie startu
osi wrzeciona (bezpieczna wysokoæ nad powierzchni¹
obrabianego przedmiotu).
Znak liczby parametru g³êbokoæ okrela kierunek pracy.
Narzêdzie musi byæ zamocowane w uchwycie
wyrównawczym d³ugoci. Uchwyt wyrównawczy
d³ugoci kompensuje wartoci tolerancji posuwu i liczby
obrotów w czasie obróbki.
W czasie kiedy cykl zostaje odpracowywany, ga³ka
obrotowa dla liczby obrotów Override nie dzia³a. Ga³ka
obrotowa dla posuwu Override jest tylko czêciowo
aktywna (wyznaczona przez producenta, proszê
uwzglêdniæ podrêcznik obs³ugi maszyny).
Dla prawoskrêtnych gwintów uaktywniæ wrzeciono przy
pomocy M3, dla lewoskrêtnych gwintów przy pomocy M4.
ú
Bezpieczna wysokoæ (przyrostowo): odstêp
pomiêdzy ostrzem narzêdzia (pozycja startu) i
powierzchni¹ przedmiotu; wskanik: 4 x skok
gwintu
ú
G³êbokoæ wiercenia (d³ugoæ gwintu,
przyrostowo): odstêp pomiêdzy powierzchni¹
przedmiotu i koñcem gwintu
ú
Przerwa czasowa w sekundach: wprowadziæ
wartoæ pomiêdzy 0 i 0,5 sekundy, aby nie
dopuciæ do zaklinowania siê narzêdzia przy
ruchu powrotnym
ú
Posuw F: prêdkoæ przemieszczania siê narzêdzia
przy gwintowaniu
Ustaliæ posuw: F = S x p
F: posuw mm/min)
S: prêdkoæ obrotowa wrzeciona (U/min)
p: skok gwintu (mm)
8.2
Cykle
wier
cenia
X
Z
Kkap8.pm6
15.12.2005, 09:53
105