HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 138
8 Programowanie: Cykle
124
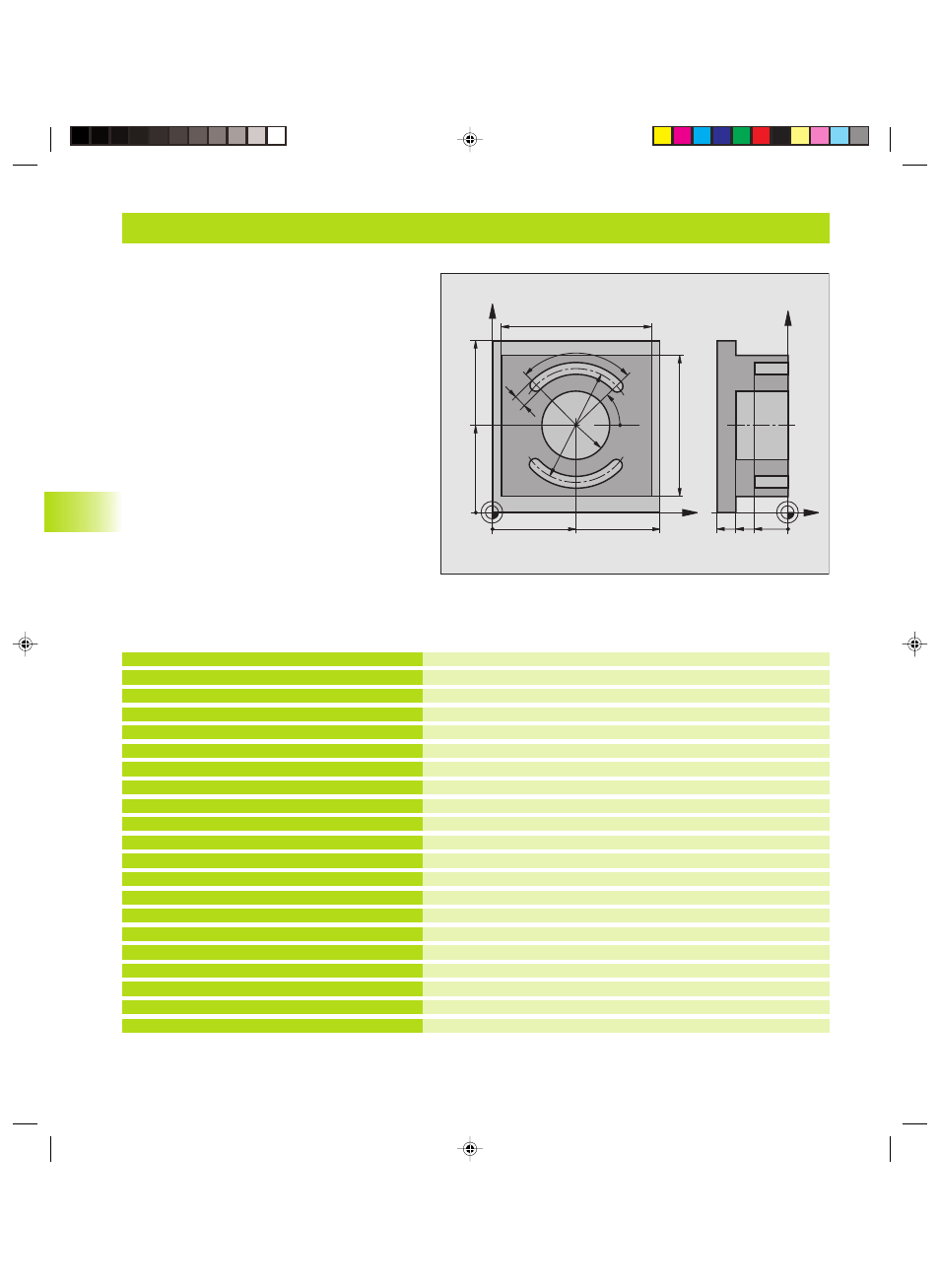
Przyk³ad: frezowanie wybrania, czopu i rowka
Definicja czêci nieobrobionej
Definicja narzêdzia obróbka zgrubna/wykañczaj¹ca
Definicja narzêdzia frez tarczowy do rowków
Wywo³anie narzêdzia obróbka zgrubna/obróbka wykañczaj¹ca
Przemieciæ narzêdzie
Definicja cyklu obróbka zewnêtrzna
0 BEGIN PGM 210 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+6
4 TOOL DEF 2 L+0 R+3
5 TOOL CALL 1 Z S3500
6 L Z+250 R0 F MAX
7 CYKL DEF 213 CZOP NA GOTOWO
Q200=2
;BEZP. WYSOKOÆ.
Q201=-30 ;G£ÊBOKOÆ
Q206=250 ;POSUW DOSUWU NA G£.
Q202=5
;G£ÊBOKOÆ DOSUWU
Q207=250 ;POSUW FREZOWANIA
Q203=+0 ;WSPÓ£. POWIERZCHNI
Q204=20 ;2-GA BEZP. WYSOKOÆ
Q216=+50 ;RODEK 1-SZEJ OSI
Q217=+50 ;RODEK 2-GIEJ OSI
Q218=90 ;1-SZA D£. BOKU
Q219=80 ;2-GA D£. BOKU
Q220=0
;PROMIEÑ NARO¯A
Q221=5
;NADDATEK 1-SZA O
8.3
Cykle
dla
fr
ezowania
wybrañ,
czopów
i r
owków
wpustowych
X
Y
50
50
100
100
80
90
8
90°
45°
R25
70
Z
Y
-40
-20
-30
Kkap8.pm6
15.12.2005, 09:53
124