6 cykle dla przeliczania wspó³rzêdnych – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 156
8 Programowanie: Cykle
142
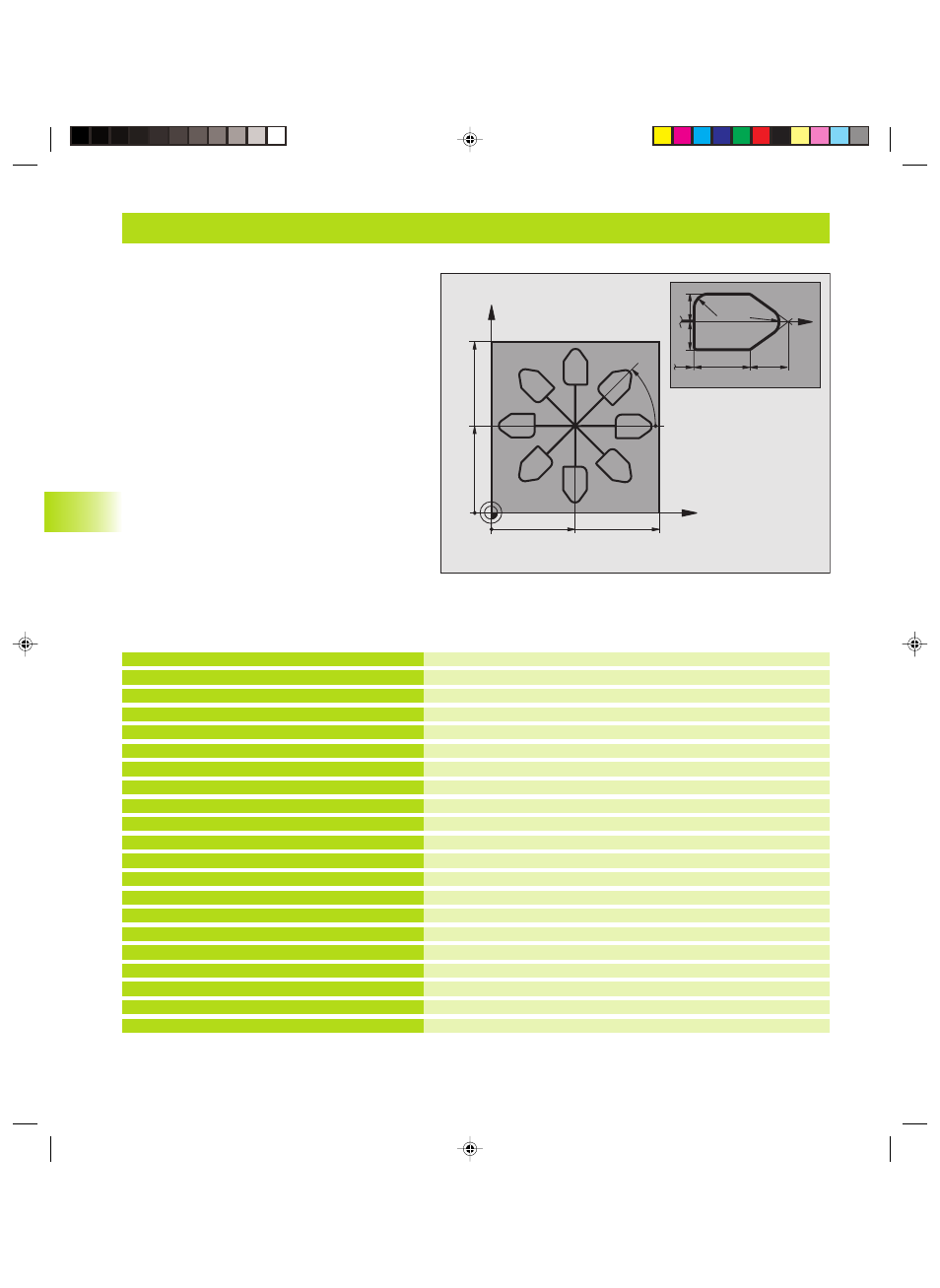
Przyk³ad: cykle przeliczania wspó³rzêdnych
Przebieg programu
n
Przeliczenia wspó³rzêdnych w programie
g³ównym
n
Obróbka w podprogramie 1 (patrz
9 Programowanie: podprogramy i powtórzenia
czêci programu)
8.6
Cykle
dla
przeliczania
wspó³rzêdnych
X
Y
65
65
130
130
45°
X
20
30
10
R5
R5
10
10
Definicja czêci nieobrobionej
Definicja narzêdzia
Wywo³anie narzêdzia
Przemieciæ narzêdzie
Przesuniêcie punktu zerowego do centrum
Wywo³aæ obróbkê frezowaniem
Postawiæ znacznik dla powtórzenia czêci programu
Obrót o 45° przyrostowo
Wywo³aæ obróbkê frezowaniem
Odskok do LBL 10; ³¹cznie szeæ razy
Obrót wycofaæ
Przesuniêcie punktu zerowego wycofaæ
Przemieciæ narzêdzie, koniec programu
0 BEGIN PGM 11 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+130 Y+130 Z+0
3 TOOL DEF 1 L+0 R+1
4 TOOL CALL 1 Z S4500
5 L Z+250 R0 F MAX
6 CYKL DEF 7.0 PUNKT ZEROWY
7 CYKL DEF 7.1 X+65
8 CYKL DEF 7.2 Y+65
9 CALL LBL 1
10 LBL 10
11 CYKL DEF 10.0 OBRÓT
12 CYCL DEF 10.1 IOBR+45
13 CALL LBL 1
14 CALL LBL 10 REP 6/6
15 CYKL DEF 10.0 OBRÓT
16 CYKL DEF 10.1 OBR+0
17 CYKL DEF 7.0 PUNKT ZEROWY
18 CYKL DEF 7.1 X+0
19 CYKL DEF 7.2 Y+0
20 L Z+250 R0 F MAX M2
Kkap8.pm6
15.12.2005, 09:53
142