HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 71
57
HEIDENHAIN TNC 310
6.2
Podstawy
o
funkcjach
toru
kszta³towego
6.2 Podstawy o funkcjach toru
kszta³towego
Programowaæ ruch narzêdzia dla obróbki
Podczas zestawiania programu obróbki, programuje siê krok po
kroku funkcje toru kszta³towego dla pojedyñczych elementów
konturu przedmiotu. W tym celu wprowadza siê zazwyczaj
wspó³rzêdne punktów koñcowych elementów konturu z
rysunku wymiarowego. Z tych danych o wspó³rzêdnych, z danych
o narzêdziu i korekcji promienia TNC ustala rzeczywist¹ drogê
przemieszczenia narzêdzia.
TNC przesuwa jednoczenie wszystkie osie maszyny, które zosta³y
zaprogramowane w zapisie programu o funkcji toru kszta³towego.
Ruchy równoleg³e do osi maszyny
Zapis programu zawiera dane o wspó³rzêdnych: TNC
przemieszcza narzêdzie równolegle do zaprogramowanych osi
maszyny.
W zale¿noci od konstrukcji maszyny, przy skrawaniu porusza siê
albo narzêdzie albo stó³ maszyny z zamocowanym narzêdziem.
Przy programowaniu ruchu kszta³towego proszê kierowaæ siê
zasad¹, jakby to narzêdzie siê porusza³o.
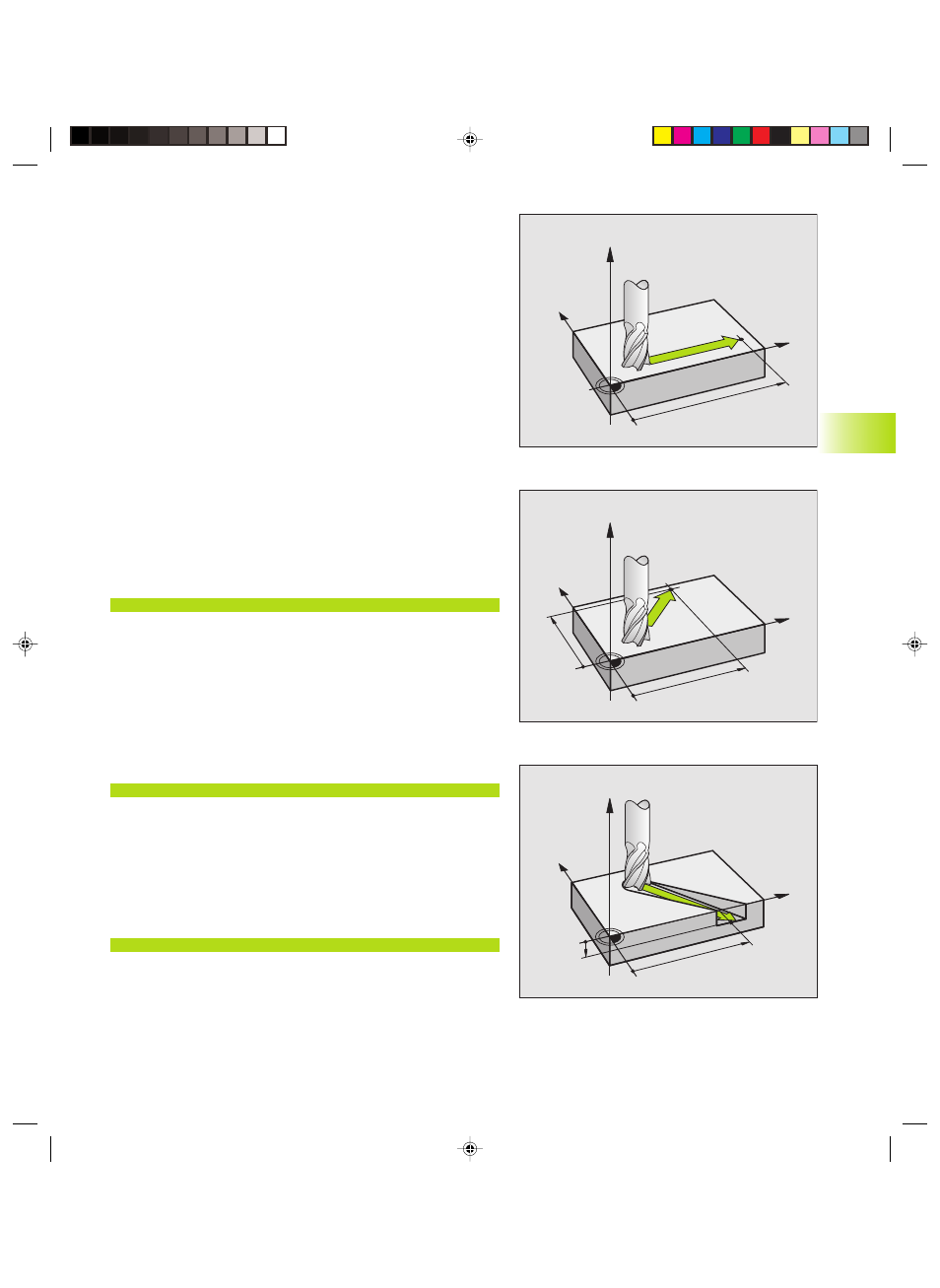
Przyk³ad:
L X+100
L
Funkcja toru kszta³towego prosta
X+100
Wspó³rzêdne punktu koñcowego
Narzêdzie zachowuje wspó³rzêdne Y i Z i przemieszcza siê na
pozycjê X=100. Patrz rysunek po prawej stronie u góry.
Ruchy na p³aszczyznach g³ównych
Zapis programu zawiera dwie dane o wspó³rzêdnych: TNC
przesuwa narzêdzie po zaprogramowanej p³aszczynie.
Przyk³ad:
L X+70 Y+50
Narzêdzie zachowuje wspó³rzêdn¹ Z i przesuwa siê na
XY-p³aszczynie do pozycji X=70, Y=50. Patrz rysunek po prawej
stronie na rodku.
Ruch trójwymiarowy
Zapis programu zawiera trzy dane o wspó³rzêdnych:TNC przesuwa
narzêdzie przestrzennie na zaprogramowan¹ pozycjê.
Przyk³ad:
L X+80 Y+0 Z-10
Patrz rysunek po prawej stronie u do³u.
X
Y
Z
100
X
Y
Z
70
50
X
Y
Z
80
-10
Gkap6.pm6
15.12.2005, 09:53
57