2 cykle wier cenia – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 111
97
HEIDENHAIN TNC 310
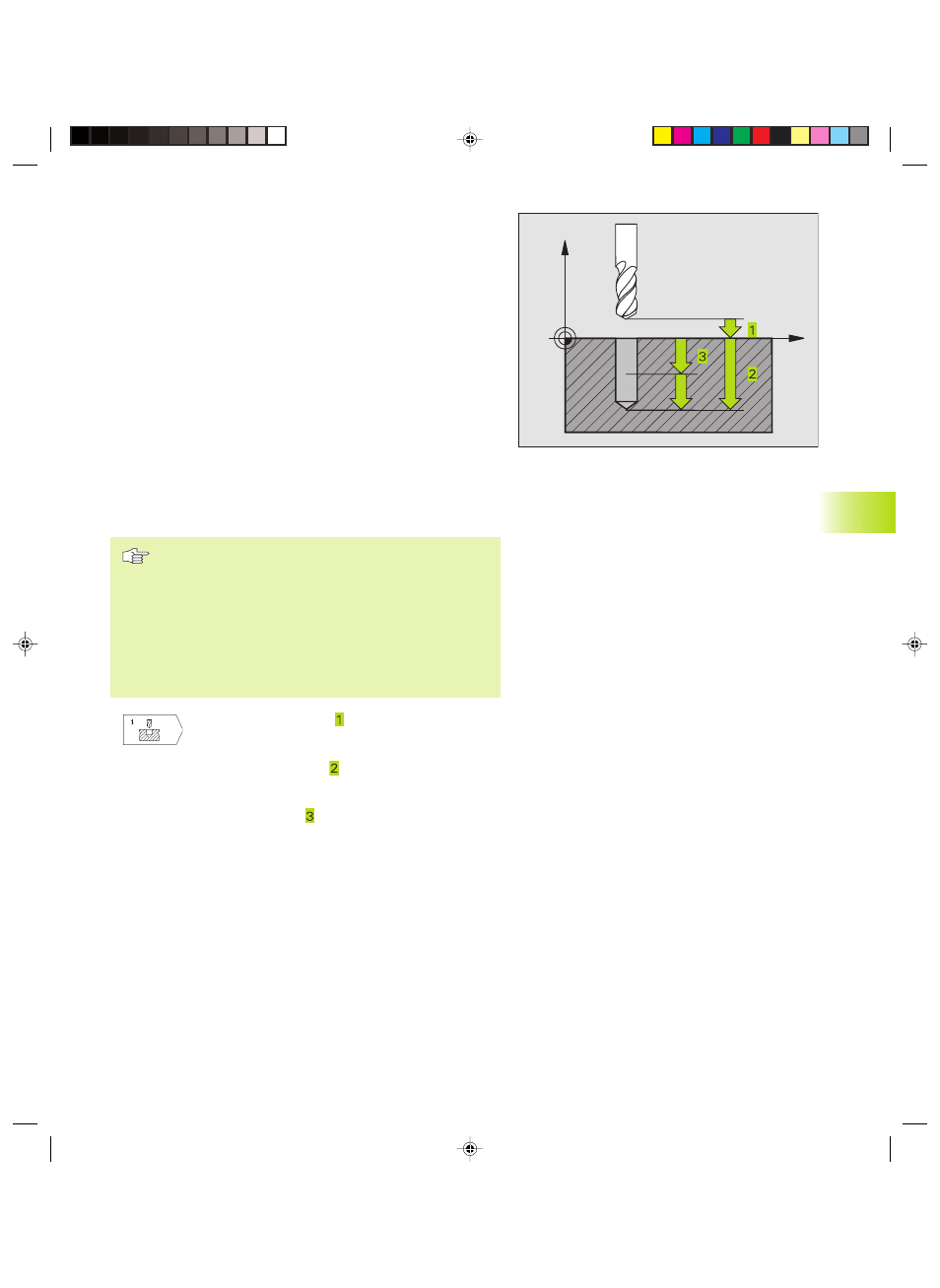
WIERCENIE G£ÊBOKIE (cykl 1)
1 Narzêdzie wierci z wprowadzonym posuwem F od aktualnej
pozycji do pierwszej g³êbokoci dosuwu
2 Nastêpnie TNC odsuwa narzêdzie na biegu szybkim FMAX i
znowu do pierwszej g³êbokoci dosuwu, zmniejszonej o odstêp
wyprzedzenia t.
3 Sterowanie samodzielnie ustala odstêp wyprzedzania:
ÿ
n
G³êbokoæ wiercenia do 30 mm: t = 0,6 mm
ÿ
n
G³êbokoæ wiercenia powy¿ej 30 mm: t = g³êbokoæ
wiercenia/50
maksymalny odstêp wyprzedzania: 7 mm
4 Nastêpnie narzêdzie wierci z wprowadzonym posuwem F
o dalsz¹ g³êbokoæ dosuwu
5 TNC powtarza tê operacjê (1 do 4), a¿ zostanie osi¹gniêta
wprowadzona g³êbokoæ wiercenia
6 Na dnie odwiertu TNC odsuwa narzêdzie; po PRZERWIE
CZASOWEJ dla wyjcia narzêdzia z materia³u, przy pomocy
FMAX do pozycji wyjciowej
Proszê uwzglêdniæ przed programowaniem
Zaprogramowaæ blok pozycjonowania w punkcie startu
(rodek odwiertu) p³aszczyzny obróbki z korekcj¹
promienia R0.
Zprogramowaæ blok pozycjonowania w punkcie startu
osi wrzeciona (bezpieczna wysokoæ nad powierzchni¹
obrabianego przedmiotu).
Znak liczby parametru cyklu G³êbokoæ okrela kierunek
pracy (obróbki).
ú
Bezpieczna wysokoæ (przyrostowo): odstêp
pomiêdzy ostrzem narzêdzia (pozycja startu) i
powierzchni¹ obrabianego przedmiotu
ú
G³êbokoæ wiercenia (przyrostowo): odstêp
pomiêdzy powierzchni¹ obrabianego przedmiotu i
dnem odwiertu (wierzcho³ek sto¿ka odwiertu)
ú
G³êbokoæ dosuwu (przyrostowo): wymiar, o jaki
narzêdzie zostaje ka¿dorazowo dosuniête. TNC doje¿d¿a
jednym chodem roboczym na g³êbokoæ je¿eli:
n
g³êbokoæ dosuwu i g³êbokoæ wiercenia s¹
sobie równe
n
g³êbokoæ dosuwu jest wiêksza ni¿ g³êbokoæ
wiercenia
G³êbokoæ wiercenia nie musi byæ wielokrotnoci¹
g³êbokoci dosuwu
ú
Przerwa czasowa w sekundach: czas, w którym
narzêdzie przebywa na dnie odwiertu, aby wyjæ z
materia³u
ú
Posuw F: prêdkoæ przemieszczania siê narzêdzia
przy wierceniu w mm/min
8.2
Cykle
wier
cenia
X
Z
Kkap8.pm6
15.12.2005, 09:53
97