HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 90
76
6 Programowanie: Programowanie konturów
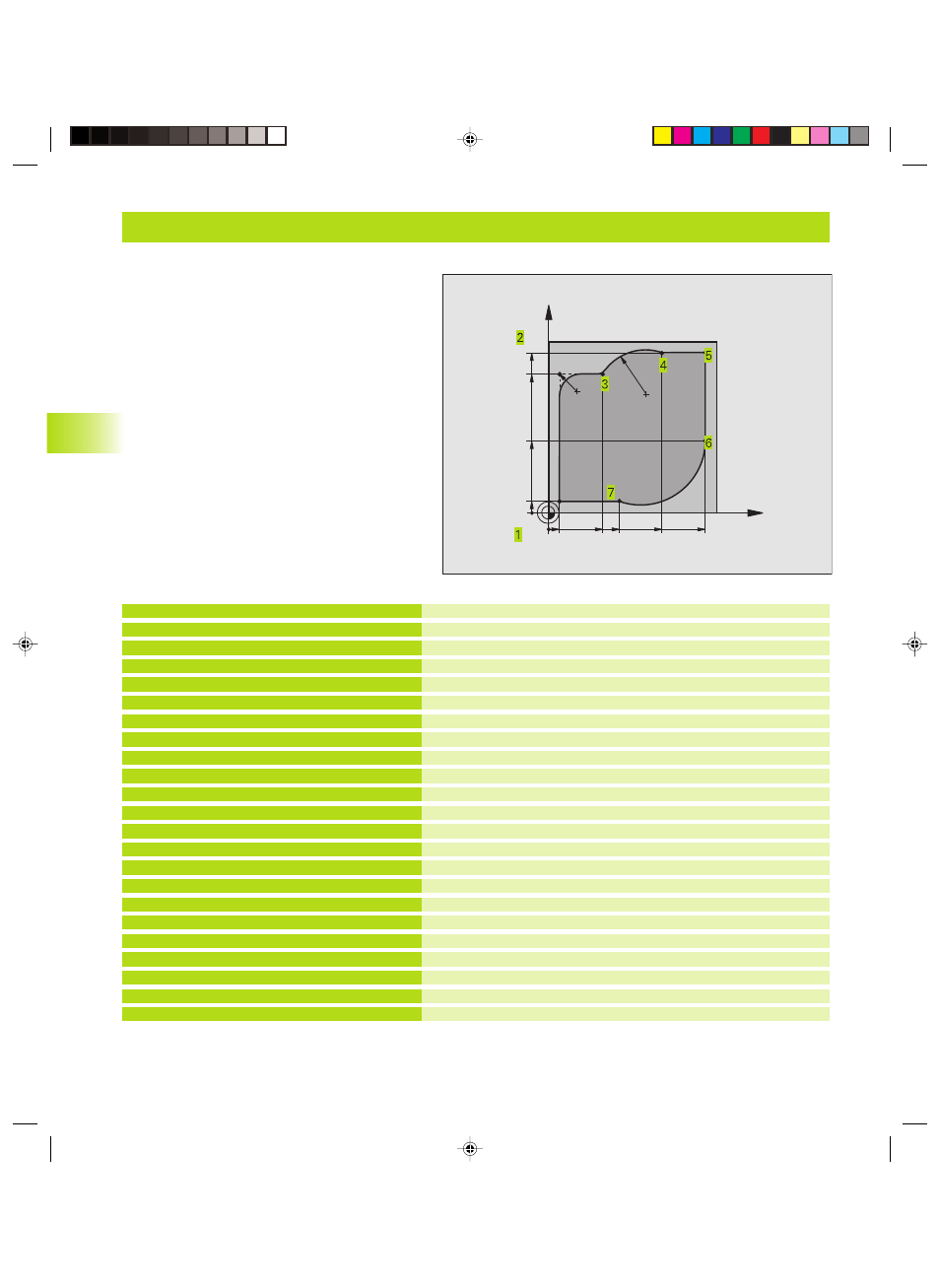
Przyk³ad: ruchy ko³owe w systemie kartezjañskim
6.4
Ruchy
po
torze
kszta³towym
pr
ostok¹tne
wspó³rzêdne
Przyk³ad: ruchy ko³owe w systemie kartezjañskim
0 BEGIN PGM 20 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+10
4 TOOL CALL 1 Z S4000
5 L Z+250 R0 F MAX
6 L X-20 Y-20 R0 F MAX
7 L Z-5 R0 F1000 M3
8 L X+5 Y+5 RL F300
9 RND R2
10 L Y+85
11 RND R10 F150
12 L X+30
13 CR X+70 Y+95 R+30 DR-
14 L X+95
15 L Y+40
16 CT X+40 Y+5
17 L X+5
18 RND R2
19 L X-20 Y-20 R0 F1000
20 L Z+250 R0 F MAX M2
21 END PGM 20 MM
Definicja pó³wyrobu dla graficznej symulacji obróbki
Definicja narzêdzia w programie
Wywo³anie narzêdzia z osi¹ narzêdziow¹ i prêdkoci¹ obrotow¹ wrzeciona
Narzêdzie przemieciæ swobodnie w osi wrzeciona na biegu szybkim FMAX
Pozycjonowaæ wstêpnie narzêdzie
Przemieszczenie na g³êbokoæ obróbki z posuwem F= 1000 mm/min
Dosun¹æ narzêdzie do konturu w punkcie 1
Miêkki najazd na okrêg z R=2 mm
Punkt 2: pierwsza prosta dla naro¿a 2
Promieñ z R = 10 mm wnieæ, posuw: 150 mm/min
Dosun¹æ narzêdzie do punktu 3: punkt pocz¹tkowy ko³a z CR
Dosun¹æ narzêdzie do punktu 4: punkt koñcowy ko³a z CR, promieñ 30 mm
Dosun¹æ narzêdzie do punktu 5
Dosun¹æ narzêdzie do punktu 6
Dosun¹æ narzêdzie do punktu 7: punkt koñcowy ko³a, ³uk ko³a ze stycznym
przy³¹czeniem do punktu 6, TNC oblicza samodzielnie promieñ
Dosun¹æ narzêdzie do ostatniego punktu 1 konturu
Miêkki odjazd na okrêg z R=2 mm
Przemieciæ swobodnie narzêdzie na p³aszczynie obróbki
Przemieciæ narzêdzie w osi wrzeciona, koniec programu
X
Y
95
5
95
5
85
40
40
30
70
R10
R30
Gkap6.pm6
15.12.2005, 09:53
76