3 korekcja narzêdzia, 3 kor ekcja narzêdzia – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 65
51
HEIDENHAIN TNC 310
5.3 Korekcja narzêdzia
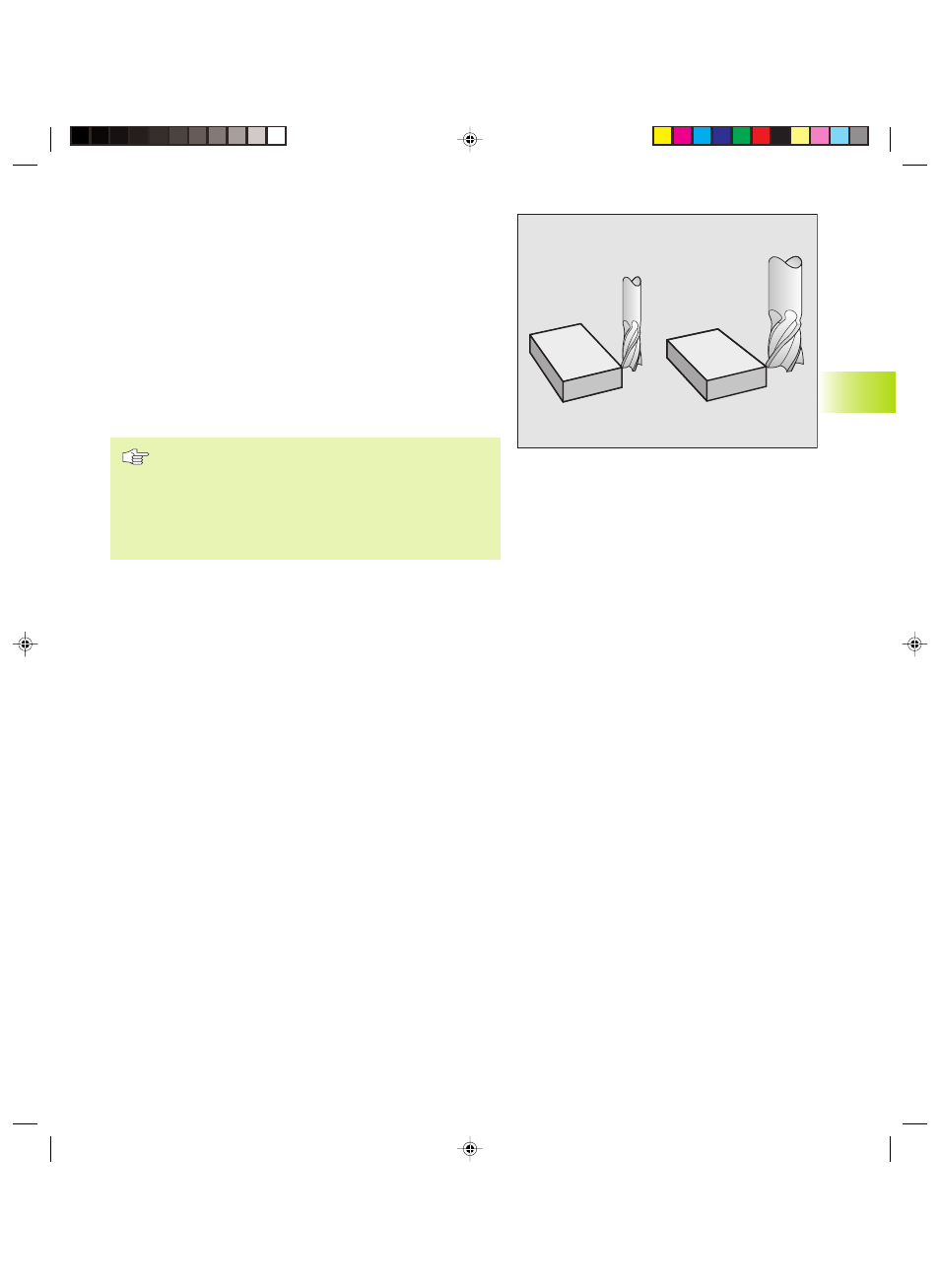
TNC koryguje tor narzêdzia o wartoæ korekcji dla d³ugoci
narzêdzia w osi wrzeciona i o promieñ narzêdzia na p³aszczynie
obróbki.
Jeli program obróbki zostaje zestawiony bezporednio na TNC, to
korekcja promienia narzêdzia jest skuteczna tylko na p³aszczynie
obróbki.
Korekcja d³ugoci narzêdzia
Korekcja narzêdzia dla d³ugoci dzia³a bezporednio po
wywo³aniu narzêdzia i jego przesuniêciu w osi wrzeciona. Zostaje
ona anulowana po wywo³aniu narzêdzia o d³ugoci L=0.
Jeli korekcja d³ugoci o wartoci dodatniej zostanie
przy pomocy TOOL CALL 0 anulowana, zmniejsza siê
odleg³oæ narzêdzia od obrabianego przedmiotu.
Po wywo³aniu narzêdzia TOOL CALL zmienia siê
programowane przemieszczenie narzêdzia w osi
wrzeciona o ró¿nicê d³ugoci pomiêdzy starym i nowym
narzêdziem.
Przy korekcji d³ugoci zostaj¹ uwzglêdnione wartoci delta z
TOOL CALL-bloku
Wartoæ korekcji = L + DL
TOOL CALL
z
L
D³ugoæ narzêdzia L z TOOL DEF-zapisu lub tabeli
narzêdzi
DL
TOOL CALL
Naddatek DL dla d³ugoci z TOOL CALL-zapisu (nie
zostaje uwzglêdniane przez wywietlacz po³o¿enia)
Korekcja promienia narzêdzia
Zapis programu dla przemieszczenia narzêdzia zawiera
n
RL lub RR dla korekcji narzêdzia
n
R+ lub R, dla korekcji promienia przy równoleg³ym do osi ruchu
przemieszczenia
n
R0, nie ma byæ przeprowadzona korekcja promienia
Korekcja promienia dzia³a, bezporednio po wywo³aniu narzêdziai
po jego przemieszczeniu na p³aszczynie obróbki przy pomocy RL
lub RR. Zostaje ona anulowana, jeli zapis pozycjonowania zosta³
zaprogramowany z R0.
5.3
Kor
ekcja
narzêdzia
Fkap5.pm6
15.12.2005, 09:53
51