HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 78
64
6 Programowanie: Programowanie konturów
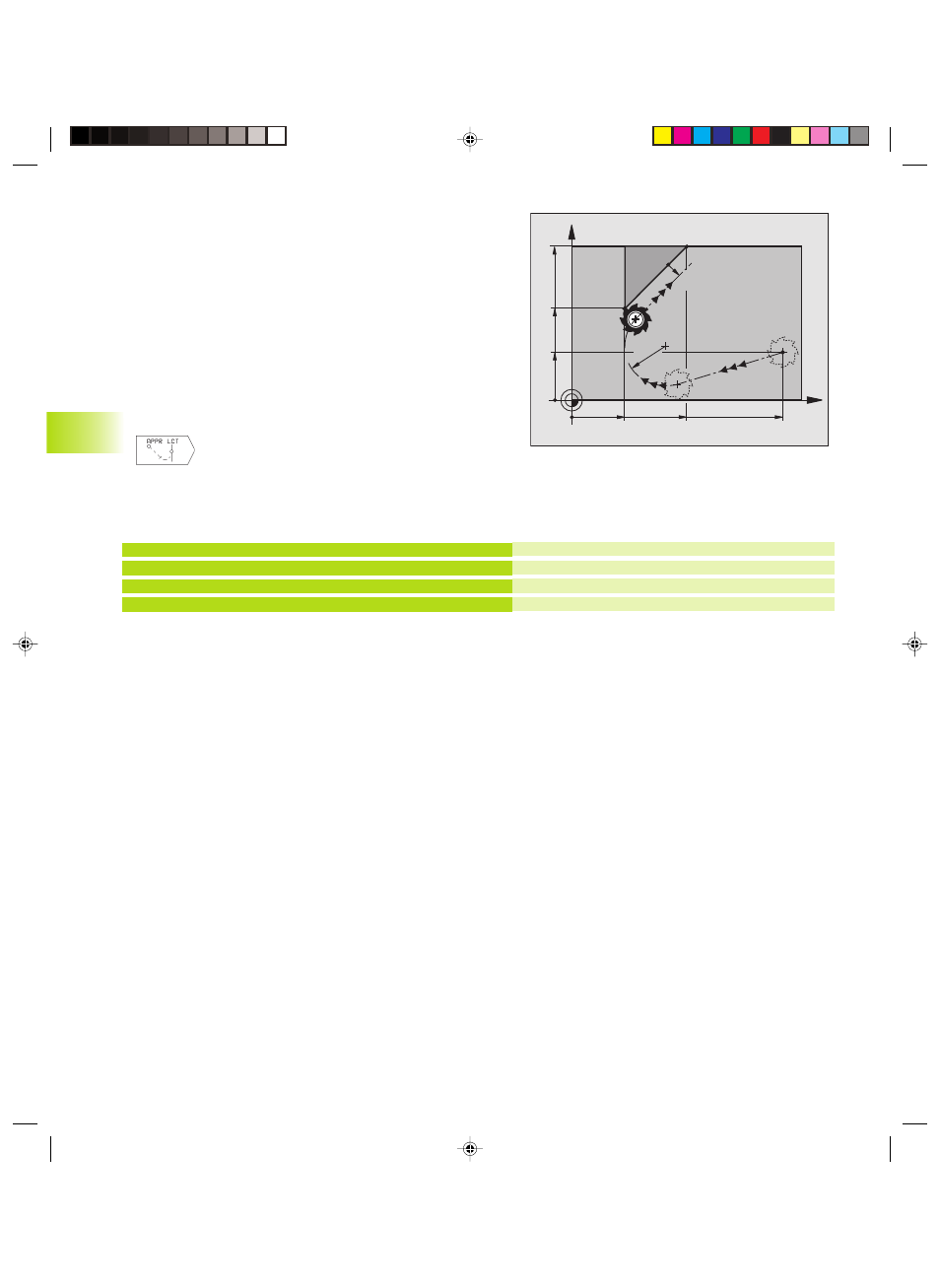
Dosuniêcie narzêdzia do konturu po torze
ko³owym z przyleganiemstycznym do konturu i po
odcinku prostej: APPR LCT
TNC przemieszcza narzêdzie po prostej od punktu startu P
S
do
punktu pomocniczego P
H
. St¹d dosuwa narzêdzie po torze
ko³owym do pierwszego punktu konturu P
A
.
Tor ko³owy ³¹czy siê stycznie tak z prost¹ P
S
P
H
jak i z pierwszym
elementem konturu. Tym samym jest on poprzez promieñ R
jednoznacznie okrelony.
ú
Dowolna funkcja toru kszta³towego: dosun¹æ narzêdzie do
punktu startu P
S
ú
Otworzyæ dialog przyciskiem APPR/DEP i Softkey APPR LCT:
ú
Wspó³rzêdne pierwszego punktu konturu P
A
ú
Promieñ R toru ko³owego
R podaæ z wartoci¹ dodatni¹
ú
Korekcja promienia dla obróbki
NC-bloki przyk³adowe
7 L X+40 Y+10 R0 FMAX M3
8 APPR LCT X+10 Y+20 Z-10 R10 RR F100
9 L X+20 Y+35
10 L ...
P
S
najechaæ bez korekcji promienia
P
A
z korekcj¹ promienia RR, promieñ R=10
Punkt koñcowy pierwszy element konturu
Nastêpny element konturu
X
Y
10
20
P
A
RR
P
S
R0
P
H
RR
RR
40
10
R10
35
20
6.3
Dosuniêcie
narzêdzia
do
konturu
i odsuniêcie
od
konturu
Gkap6.pm6
15.12.2005, 09:53
64