4 cykle dla wytwarzania wzorów punktowych – HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 143
129
HEIDENHAIN TNC 310
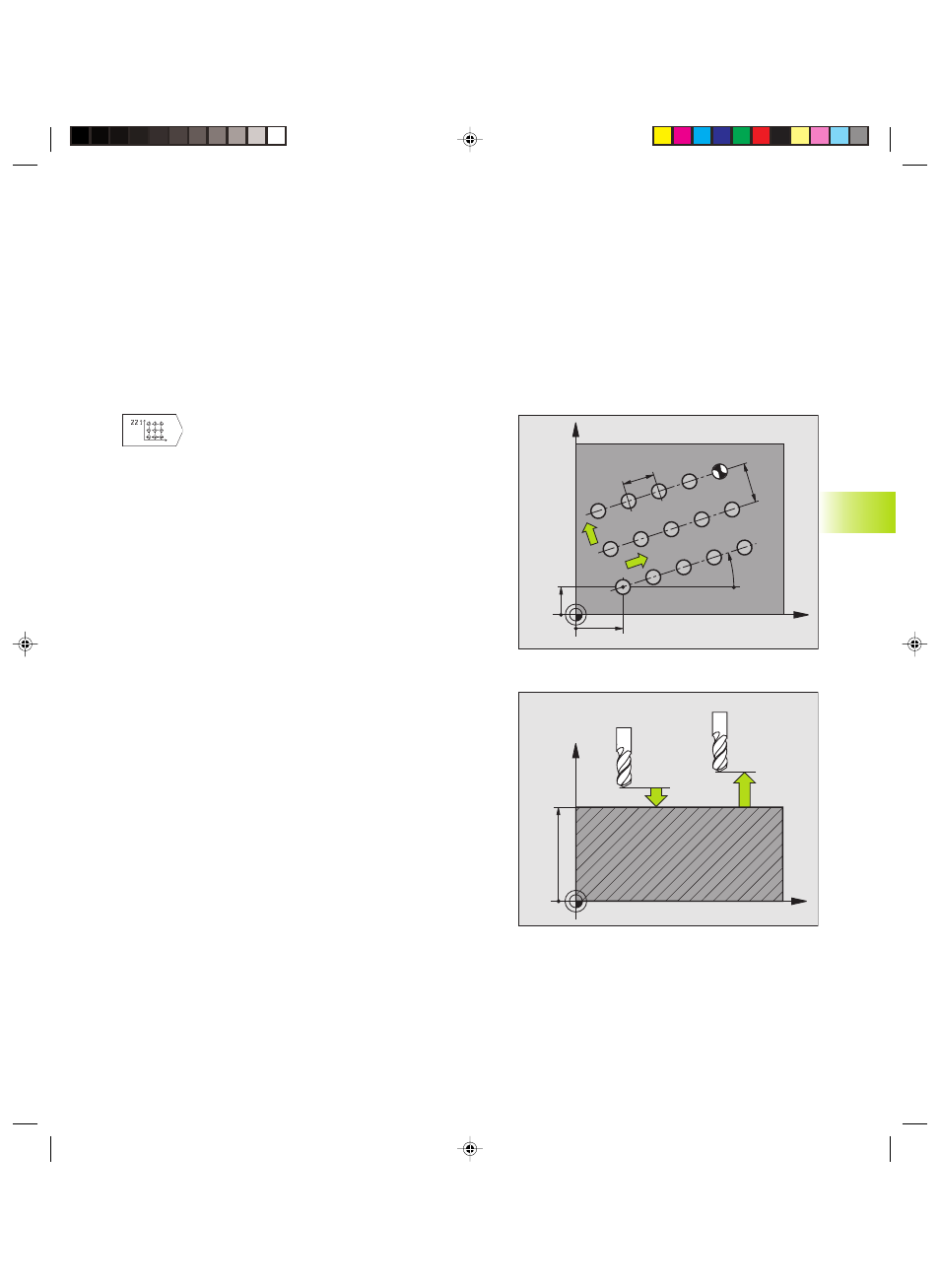
5 Nastêpnie TNC przemieszcza narzêdzie do ostatniego punktu
drugiego wiersza i wykonuje tam obróbkê
6 Stamt¹d TNC pozycjonuje narzêdzie w kierunku ujemnym osi
g³ównej do punktu startu nastêpnej
obróbki
7 Ta operacja (5 6) powtarza siê, a¿ wszystkie rodzaje obróbki
drugiego wiersza zostan¹ wykonane
8 Nastêpnie TNC przemieszcza narzêdzie do punktu startu
nastêpnego wiersza
9 Ruchem wahad³owym zostaj¹ odpracowane
wszystkie dalsze wiersze
ú
Punkt startu 1-szej osi Q225 (bezwzglêdna):
wspó³rzêdna punktu startu w osi g³ównej
p³aszczyzny obróbki
ú
Punkt startu 2-giej osi Q226 (bezwzglêdna):
wspó³rzêdna punktu startu w osi pomocniczej
p³aszczyzny obróbki
ú
Odstêp 1-szej osi Q237 (przyrostowo): odstêp
pojedyñczych punktów w wierszu
ú
Odstêp 2-giej osi Q238 (przyrostowo): odstêp
pojedyñczych wierszy miêdzy sob¹
ú
Liczba kolumn Q242: liczba operacji obróbkowych
w wierszu
ú
Liczba wierszy Q243: liczba wierszy
ú
Po³o¿enie przy obrocie Q224 (bezwzglêdne): k¹t,
o który zostaje obrócony ca³y rysunek uk³adu;
centrum obrotu znajduje siê w punkcie startu
ú
Bezpieczna wysokoæ Q200 (przyrostowo): odstêp
pomiêdzy ostrzem narzêdzia i powierzchni¹
obrabianego przedmiotu
ú
Wspó³. powierzchni obrabianego przedmiotu
Q203 (bezwzglêdna): wspó³rzêdna powierzchni
obrabianego przedmiotu
ú
2-ga bezpieczna wysokoæ Q204 (przyrostowo):
wspó³rzêdna osi wrzeciona, w której nie mo¿e
dojæ do kolizji pomiêdzy narzêdziem i obrabianym
przedmiotem (mocowad³em)
8.4
Cykle
dla
wytwarzania
wzorów
punktowych
X
Z
Q200
Q203
Q204
X
Y
Q226
Q225
Q224
Q238
Q237
N = Q242
N = Q243
Kkap8.pm6
15.12.2005, 09:53
129