HEIDENHAIN TNC 310 (286 140) Instrukcja Obsługi
Strona 124
8 Programowanie: Cykle
110
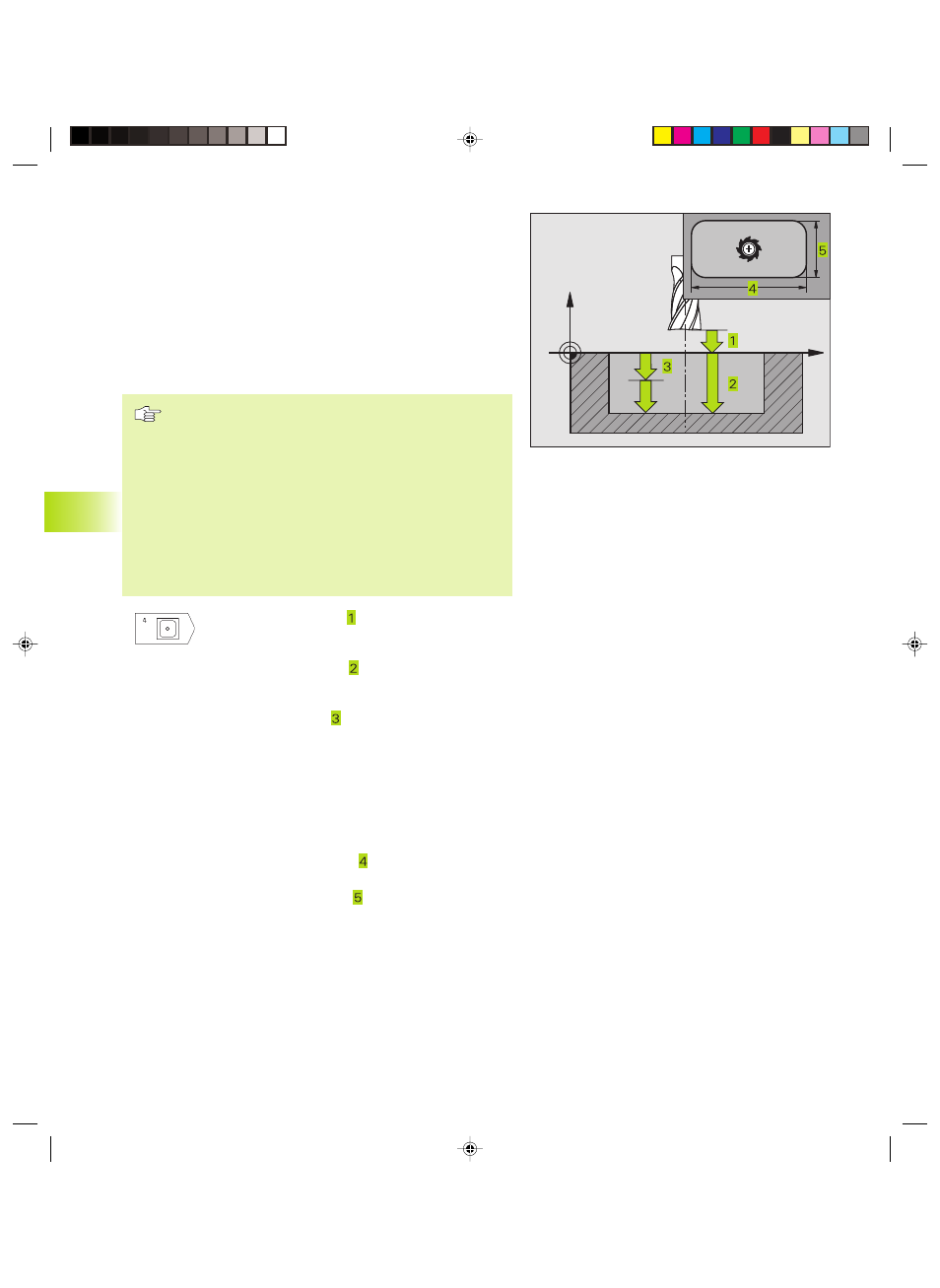
FREZOWANIE WYBRANIA (Cykl 4)
1 Narz¹dzie wcina siê w pozycji startu (rodek wybrania) w
materia³ przedmiotu i przesuwa siê na pierwsz¹ g³êbokoæ
dosuwu
2 Nastêpnie narzêdzie przesuwa siê najpierw w kierunku dodatnim
d³u¿szej krawêdzi -przy kwadratowych wybieraniach w Y-kierunku
dodatnim- i frezuje zgrubnie wybranie od wewn¹trz na zewn¹trz
3 Ta operacja powtarza siê (1 do 3), a¿ zostanie osi¹gniêta
g³êbokoæ
4 Na koñcu cyklu TNC odsuwa narzêdzie do pozycji startu
Proszê uwzglêdniæ przed programowaniem
Zaprogramowaæ blok pozycjonowania w punkcie startu
(rodek wybrania) p³aszczyzny obróbki z korekcj¹
promienia R0.
Zprogramowaæ blok pozycjonowania w punkcie startu
osi wrzeciona (bezpieczna wysokoæ nad powierzchni¹
obrabianego przedmiotu).
Znak liczby parametru g³êbokoæ okrela kierunek pracy.
U¿ywaæ freza z tn¹cym przez rodek zêbem czo³owym
(DIN 844) lub dokonaæ wiercenia wstêpnego na rodku
wybrania.
ú
Bezpieczna wysokoæ (przyrostowo): odstêp
pomiêdzy ostrzem narzêdzia (pozycja startu) i
powierzchni¹ obrabianego przedmiotu
ú
G³êbokoæ frezowania (przyrostowo): odstêp
pomiêdzy powierzchni¹ obrabianego przedmiotu i
dnem wybrania
ú
G³êbokoæ dosuwu (przyrostowo): wymiar, o jaki
narzêdzie zostaje ka¿dorazowo dosuniête. TNC
przemieszcza siê jednym chodem roboczym na
g³êbokoæ jeli:
n
ÿ
g³êbokoæ dosuwu i g³êbokoæ s¹ sobie równe
n
g³êbokoæ dosuwu jest wiêksza ni¿ g³êbokoæ
ú
Posuw dosuwu na g³êbokoæ: prêdkoæ
przemieszczania siê narzêdzia przy wciêciu w
materia³
ú
1-sza d³ugoæ krawêdzi : d³ugoæ wybierania,
równoleg³a do osi g³ównej p³aszczyzny obróbki
ú
2-ga d³ugoæ krawêdzi : szerokoæ wybierania
ú
Posuw F: prêdkoæ przemieszczania siê narzêdzia
na p³aszczynie obróbki
8.3
Cykle
dla
fr
ezowania
wybrañ,
czopów
i r
owków
wpustowych
X
Z
Kkap8.pm6
15.12.2005, 09:53
110