HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 97
84
6 Programowanie: Programowanie konturów
6.3 Dosunicie narzdzia do konturu i odsunicie od konturu
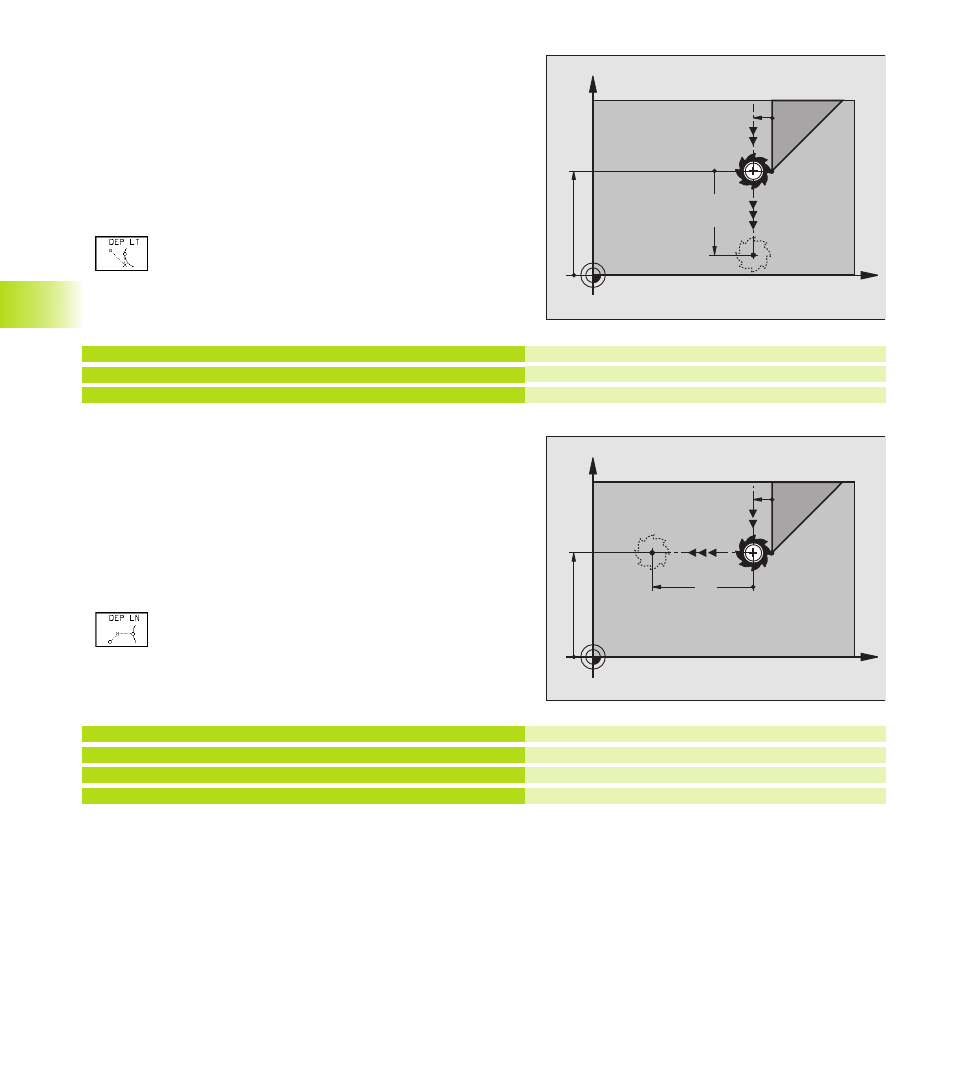
Odsun ć narz dzie po prostej z przył czeniem
stycznym: DEP LT
TNC przemieszcza narz dzie po prostej od ostatniego punktu
konturu P
E
do punktu końcowego P
N
. Prosta leży na przedłużenii
ostatniego elementu konturu. P
N
znajduje si w odległości LEN
od P
E
.
ú
Zaprogramować ostatni element konturu P
E
i korekcj promienia
ú
Otworzyć dialog przyciskiem APPR/DEP i Softkey DEP LT:
ú
LEN: Wprowadzić odległość punktu końcowego P
N
od ostatniego elementu konturu P
E
NC zapisy przykładowe
23 L Y+20 RR F100
24 DEP LT LEN 12,5 F100
25 L Z+100 FMAX M2
Odsun ć narz dzie po prostej
prostopadle do ostatniego punktu konturu: DEP LN
TNC przemieszcza narz dzie po prostej od ostatniego punktu
konturu P
E
do punktu końcowego P
N
. Prosta wiedzie prostopadle
od ostatniego punktu konturu P
E
. P
N
znajduje si od P
E
w
odległości LEN + promień narz dzia.
ú
Zaprogramować ostatni element konturu P
E
i korekcj promienia
ú
Otworzyć dialog przyciskiem APPR/DEP i Softkey DEP LN:
ú
LEN: Wprowadzić odległość punktu końcowego P
N
Ważne: LEN wprowadzić z wartości dodatni
NC zapisy przykładowe
23 L Y+20 RR F100
24 DEP LN LEN+20 F100
25 L Z+100 FMAX M2
Ostatni element konturu: P
E
z korekcj promienia
Na odległość LEN = 12,5 mm odsun ć narz dzie
Z przesun ć swobodnie, odskok, koniec programu
Ostatni element konturu: P
E
z korekcj promienia
Na odległość LEN = 20 mm prostopadle od konturu
odsun ć narz dzie
Z przesun ć swobodnie, odskok, koniec programu
X
Y
20
P
E
RR
P
N
R0
RR
12.5
X
Y
20
P
E
RR
P
N
R0
RR
20