5 slcykle – HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 186
173
TNC 426 firmy HEIDENHAIN
Prosz uwzgl dnić przed rozpocz ciem
programowania
W razie potrzeby użyć tn cego przez środek kła
czołowego (DIN 844) lub dokonać wiercenia wst pnego
przy pomocy cyklu 21.
ú
GŁ BOKOŚĆ DOSUWU Q10 (przyrostowo): wymiar, o
jaki narz dzie zostaje każdorazowo dosuni te
ú
POSUW DOSUWU NA GŁ BOKOŚĆ Q11: posuw
pogł biania w mm/min
ú
POSUW ROZWIERCANIA Q12: posuw frezowania w
mm/min
ú
NUMER NARZ DZIA WST PNEGO PRZECI GANIA
Q18: numer narz dzia, przy pomocy którego TNC
dokonało wst pnego przeci gania. Jeśli nie
dokonano wst pnego przeci gania wprowadzić
”0”;jeśli zostanie w tym miejscu wprowadzony numer,
TNC rozwierca tylko t cz ść, która nie mogła zostać
obrobiona przy pomocy narz dzia wst pnego
przeci gania.
Jeśli do obszaru przeci gania na gotowo nie można
dosun ć narz dzia z boku, TNC pogł bia je ruchem
posuwisto zwrotnym; w tym celu musz być
zdefiniowane w tabeli narz dzi TOOL.T (patrz
strona 57): długość ostrza LUTS i maksymalny k t
pogł biania ANGLE narz dzia. W przeciwnym razie
TNC wydaje komunikat o bł dach
ú
POSUW PRZY RUCHU POS. ZWR. Q19: posuw ruchu
posuwisto zwrotnego w mm/min
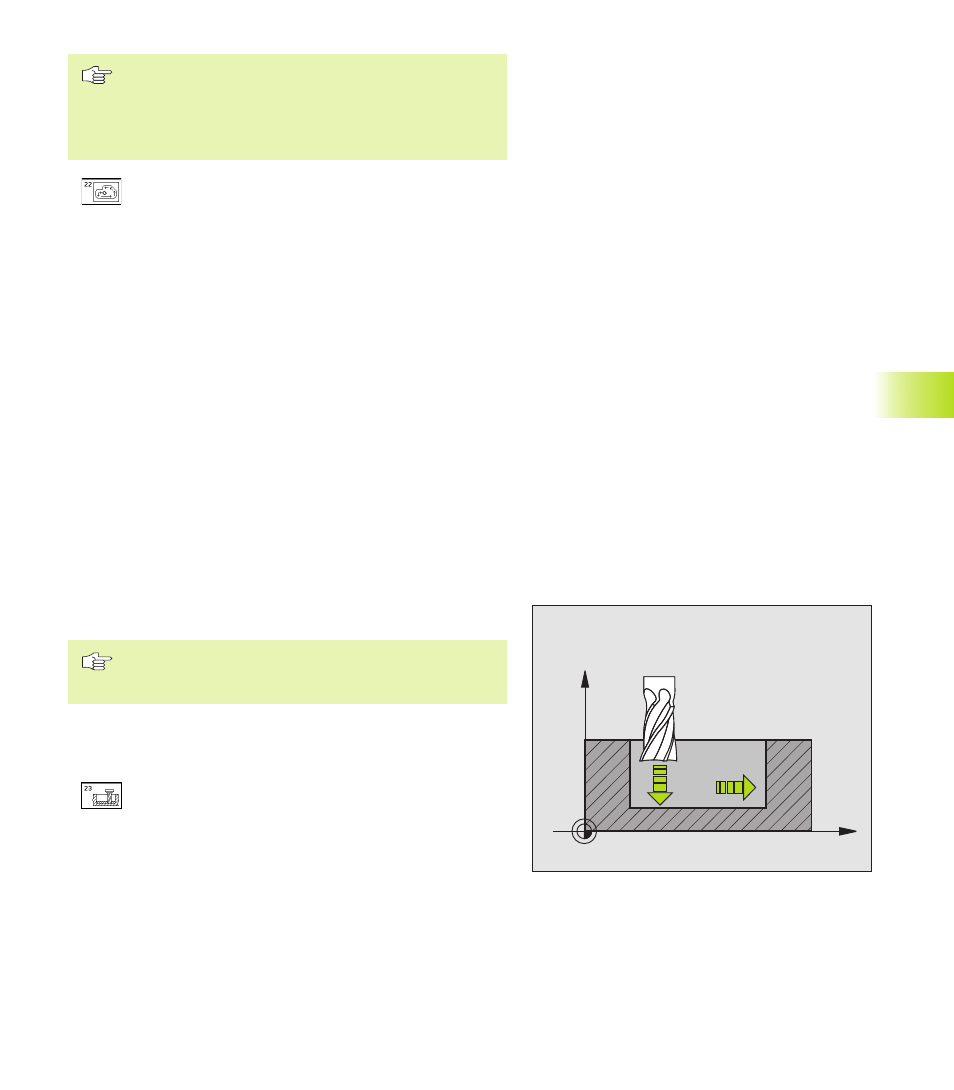
OBRÓBKA NA GOT.DNA (cykl 23)
TNC samo ustala punkt startu dla obróbki
wykańczaj cej. Punkt startu zależy od ilości miejsca w
wybraniu.
TNC przemieszcza narz dzie delikatnie (pionowe koło styczne) do
obrabianej powierzchni. Nast pnie pozostały po rozwiercaniu
naddatek dla obróbki wykańczaj cej zostaje zdj ty.
ú
POSUW DOSUWU NA GŁ BOKOŚĆ Q11: pr dkość
przemieszczania si narz dzia przy wcinaniu
si w materiał
ú
POSUW ROZWIERCANIA Q12: posuw frezowania
8.5 SLcykle
X
Z
Q11
Q12