HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 281
12 3D sondy pomiarowe impulsowe
268
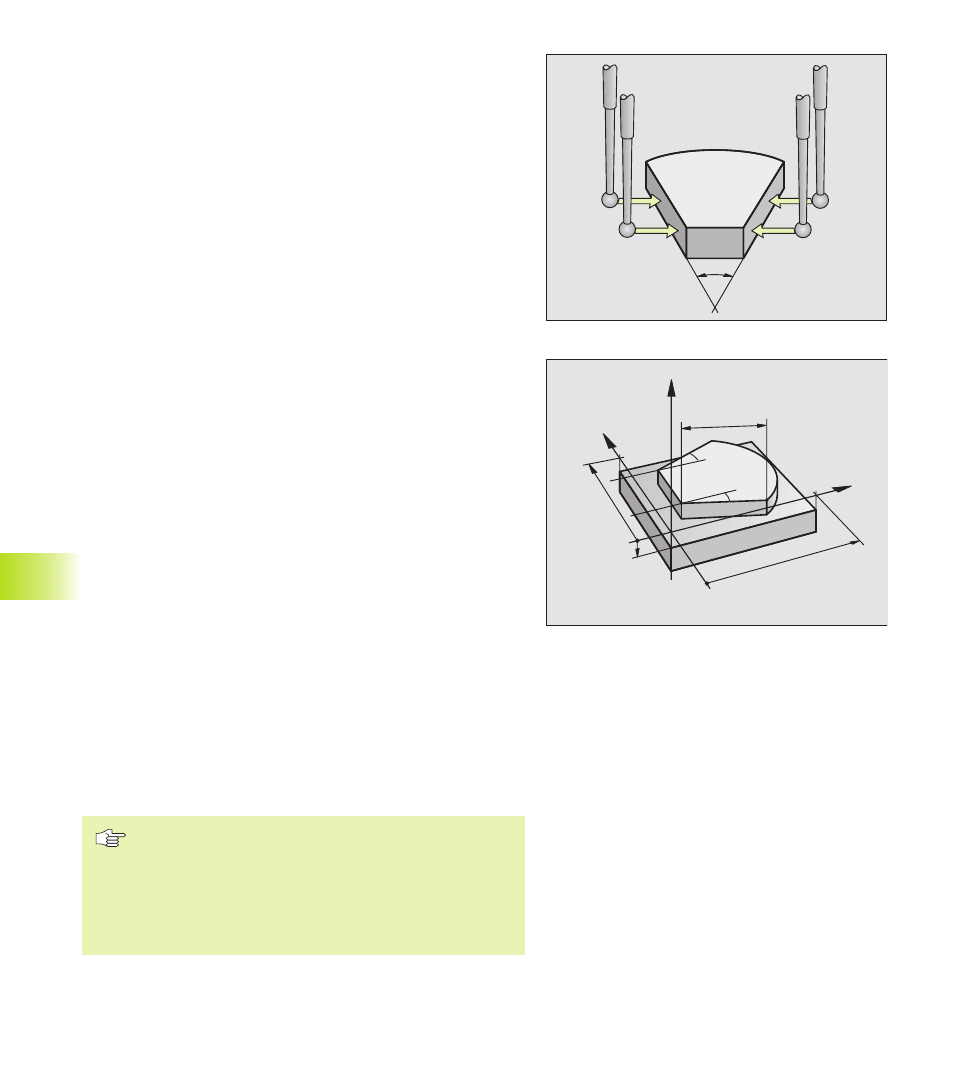
Określić k t pomi dzy dwoma kraw dziami obrabianego
przedmiotu
ú
Wybrać funkcj pomiaru sond : nacisn ć Softkey PRÓBA OBR.
ú
K T OBROTU: zanotować wyświetlony k t obrotu, jeśli chce si
uprzednio przeprowadzony obrót podstawowy ponownie
wytworzyć
ú
Przeprowadzić obrót podstawowy dla pierwszego boku (patrz
”Krzywe położenie przedmiotu kompensować”)
ú
Dokonać pomiaru drugiego boku tak samo jak przy obrocie
podstawowym, K T OBROTU nie nastawiać tu na 0!
ú
Przy pomocy Softkey PRÓBA OBR. k t PA pomi dzy
kraw dziami obrabianego przedmiotu wyświetlić jako K T
OBROTU
ú
Anulować obrót podstawowy lub pierwotny obrót podstawowy
wznowić: K T OBROTU wyznaczyć na zanotowanej wartości
Dokonywać pomiaru przy pomocy 3D sondy
pomiarowej w czasie przebiegu programu
Przy pomocy 3D sondy pomiarowej można także w czasie
przebiegu programu ustalać określone pozycje na obrabianym
przedmiocie także przy pochylonej płaszczyźnie obróbki.
Zastosowanie:
■
określenie różnicy wysokości w przypadku powierzchni odlewów
■
zapytania o tolerancj w czasie obróbki
Zastosowanie sondy pomiarowej programuje si w rodzaju pracy
PROGRAM WPROWADZIĆ DO PAMI CI/WYDAĆ przyciskiem
SONDA. TNC pozycjonuje wst pnie sond pomiarow i dokonuje
automatycznie pomiaru zadanej pozycji. Przy tym TNC
przemieszcza sond pomiarow równolegle do osi maszyny, któr
wyznaczona została w cyklu pomiarów sond . Aktywny obrót
podstawowa lub rotacja zostaje uwzgl dniona przez TNC tylko dla
obliczenia punktu pomiarowego. Współrz dn punktu
pomiarowego TNC odkłada w Q parametrze. TNC przerywa
operacj dokonywania pomiaru, jeśli sonda pomiarowa nie
zostanie wychylona na określonym obszarze (wybieralny przez MP
6130). Współrz dne pozycji, na której znajduje si sonda
pomiarowa w czasie dokonywania pomiaru, s zapami tywane
dodatkowo po zakończeniu operacji dokonywania pomiaru w
parametrach Q115 do Q119. Dla wartości w tych parametrach
TNC nie uwzgl dnia długości palca i jego promienia.
Tak pozycjonować wst pnie sond pomiarow , że
zostanie unikni ta kolizja przy najeżdżaniu
programowanej pozycji wst pnej.
Prosz zwrócić uwag , żeby TNC czerpała dane o
narz dziu jak długość, promień i oś albo z
kalibrowanych danych albo z ostatniego TOOL CALL
bloku: wybrać przez MP7411.
12.3 Wymierzać przedmioty obrabiane przy pomocy 3Dsond pomiar
owych
PA
–10
100
α
?
α
?
L?
X
Z
Y
100