2 cykle wier cenia – HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 154
141
TNC 426 firmy HEIDENHAIN
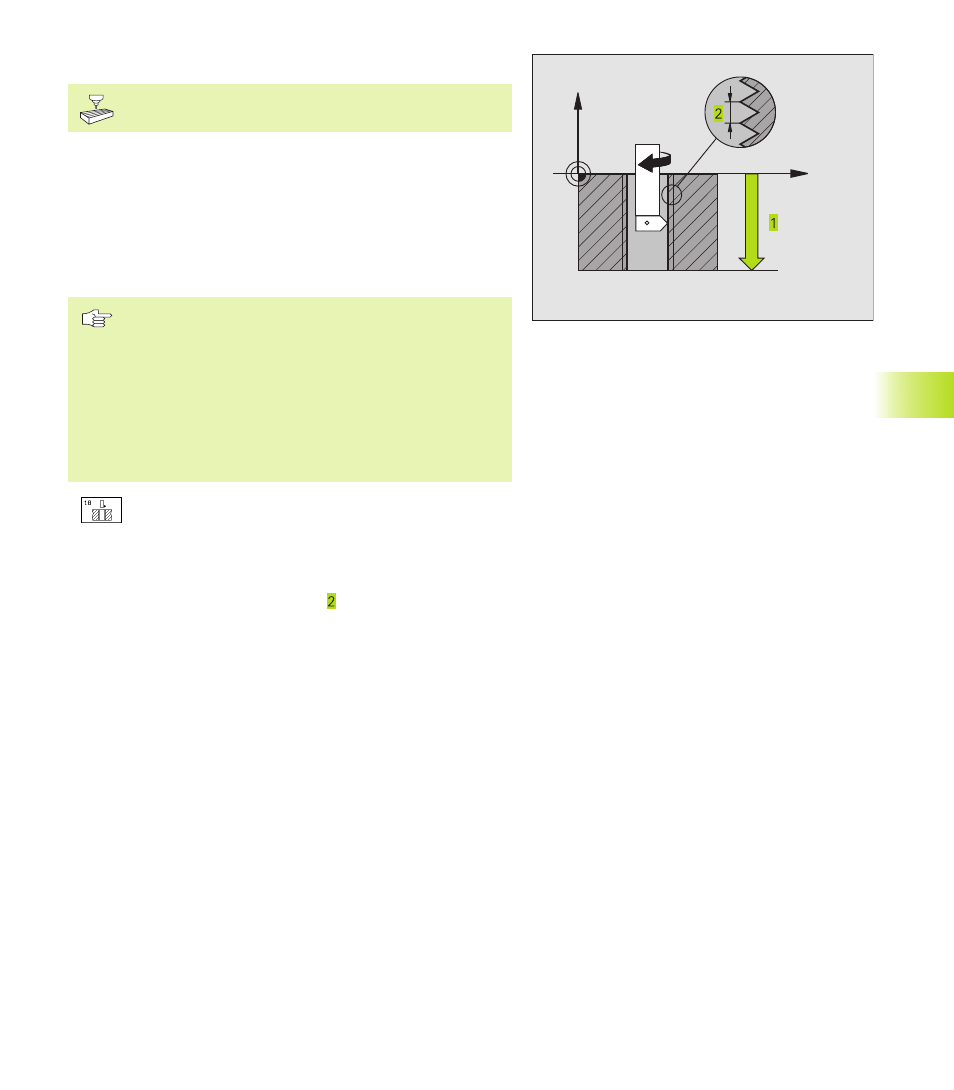
NACINANIE GWINTU (cykl 18)
Maszyna i TNC musz być przygotowane przez
producenta do nacinania gwintu.
Cykl 18 NACINANIE GWINTU przemieszcza narz dzie z
uregulowanym wrzecionem od aktualnej pozycji z aktywn
pr dkości obrotow na GŁ BOKOŚĆ. Na dnie wiercenia
nast puje zatrzymanie wrzeciona (wrzeciono Stop). Ruchy
dosuni cia i odsuni cia narz dzia musz być oddzielnie
wprowadzone + najlepiej w cyklu pochodz cym od producenta.
Producent maszyn udziela Państwu niniejszym bliższych
informacji.
Prosz uwzgl dnić przed rozpocz ciem
programowania
TNC oblicza posuw w zależności od pr dkości
obrotowej. Jeśli w czasie gwintowania zostanie
przekr cona gałka obrotowa dla Override pr dkości
obrotowej, TNC dopasowuje posuw automatycznie.
Gałka obrotowa dla Override posuwu nie jest aktywna.
TNC wł cza i wył cza wrzeciono automatycznie. Przed
wywołaniem cyklu prosz nie programować z M3 lub M4.
ú
GŁ BOKOŚĆ WIERCENIA H : odst p pomi dzy
aktualn pozycj narz dzia i końcem gwintu
Znak liczby GŁ BOKOŚCI WIERCENIA określa
kierunek pracy (” ” odpowiada ujemnemu kierunkowi
w osi wrzeciona)
ú
Podziałka gwintu teigung :
Skok gwintu. Znak liczby określa gwint prawo i
lewoskr tny:
+ = gwint prawoskr tny (M3 przy ujemnej
GŁ BOKOŚCI WIERCENIA)
– = gwint lewoskr tny (M4 przy ujemnej
GŁ BOKOŚCI WIERCENIA)
8.2 Cykle wier
cenia
X
Z