HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 168
155
TNC 426 firmy HEIDENHAIN
ú
POSUW DOSUWU NA GŁ BOKOŚĆ: pr dkość
przemieszczania si narz dzia przy wcinaniu si
ú
DŁUGOŚĆ PIERWSZEJ STRONY (KRAW DZI) :
długość rowka; 1 szy kierunek ci cia określić
poprzez znak liczby
ú
DŁUGOŚĆ DRUGIEJ STRONY : szerokość rowka
ú
POSUW F: pr dkość przemieszczania si narz dzia
na płaszczyźnie obróbki
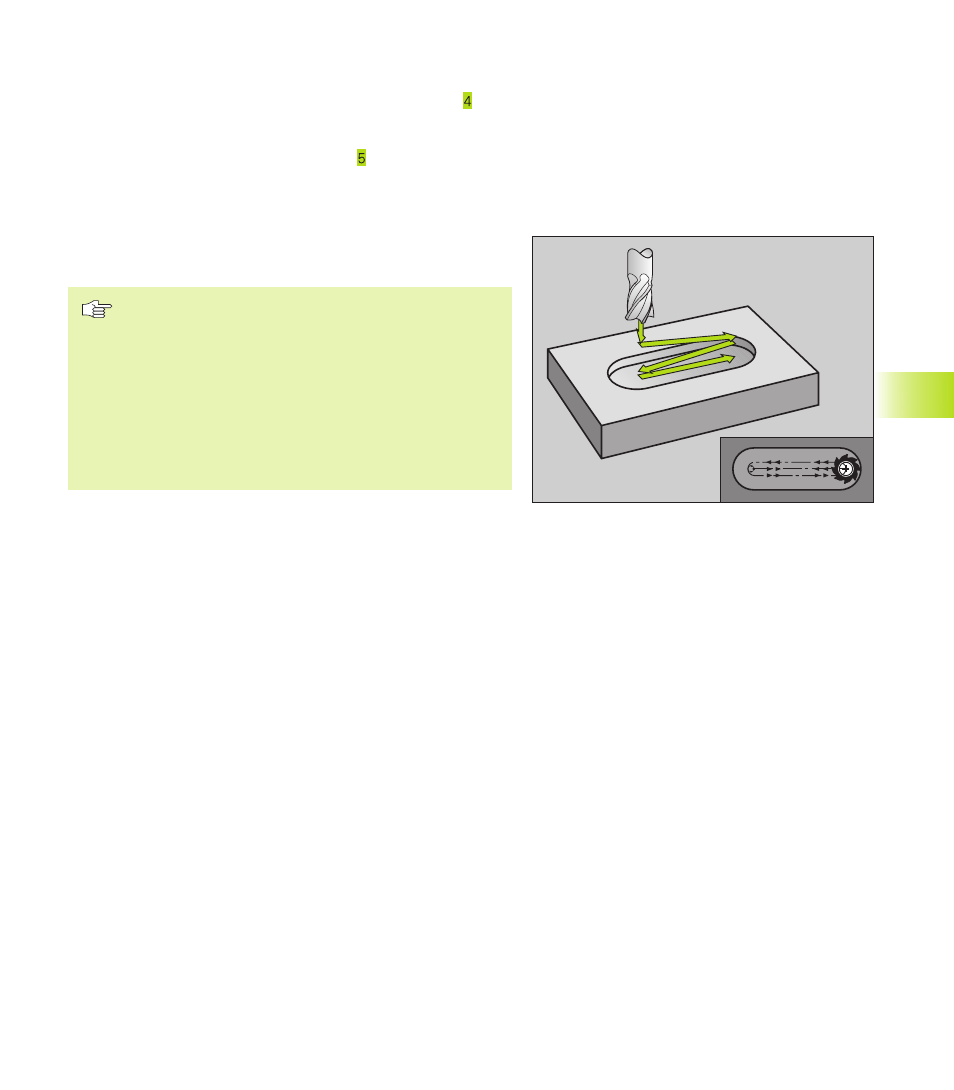
ROWEK (rowek podłużny) z pogł bianiem ruchem
wahadłowym (cykl 210)
Prosz uwzgl dnić przed rozpocz ciem
programowania
Znak liczby parametru GŁ BOKOŚĆ określa kierunek
pracy.
Wybrać przekrój freza nie wi kszy niż SZEROKOŚĆ
ROWKA i nie mniejszy niż jedna trzecia SZEROKOŚCI
ROWKA.
Prosz wybrać średnic freza mniejsz od połowy
długości rowka: w przeciwnym razie TNC nie może
pogł biać narz dzia ruchem posuwisto zwrotnym.
Obróbka zgrubna
1 TNC pozycjonuje narz dzie w osi wrzeciona na 2 GIEJ
BEZPIECZNEJ WYSOKOŚCI i nast pnie do centrum lewego
koła; stamt d TNC pozycjonuje narz dzie na BEZPIECZNEJ
WYSOKOŚCI nad powierzchni obrabianego przedmiotu
2 Narz dzie przemieszcza si z POSUWEM OBRÓBKI ZGRUBNEJ
na powierzchni przedmiotu; stamt d frez przesuwa si w
kierunku wzdłużnym rowka + ukośnie pogł biaj c si w materiał
+ do centrum prawego koła
3 Nast pnie narz dzie przesuwa si znów ukośnie pogł biaj c si
w materiał do centrum lewego koła; te kroki powtarzaj si , aż
zostanie osi gni ta zaprogramowana GŁ BOKOŚĆ
FREZOWANIA
4 Na GŁ BOKOŚCI FREZOWANIA TNC przemieszcza narz dzie do
frezowania płaszczyzn na drugi koniec rowka i po tym znów na
środek rowka
Obróbka wykańczaj ca
5 Od środka rowka TNC przesuwa narz dzie stycznie do konturu
cz ści gotowej; potem TNC wykańcza kontur ruchem
współbieżnym (przy M3)
6 Przy końcu konturu narz dzie przesuwa si stycznie od
konturu do środka rowka
7 Nast pnie narz dzie odsuwa si na biegu szybkim FMAX na
BEZPIECZN WYSOKOŚĆ i jeśli wprowadzono na 2 G
BEZPIECZN WYSOKOŚĆ
8.3 Cykle dla fr
ezowanie wybrania, czopów i r
owków wpustowych