5 przeskoczyć bloki – HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 269
11 Test programu i przebieg programu
256
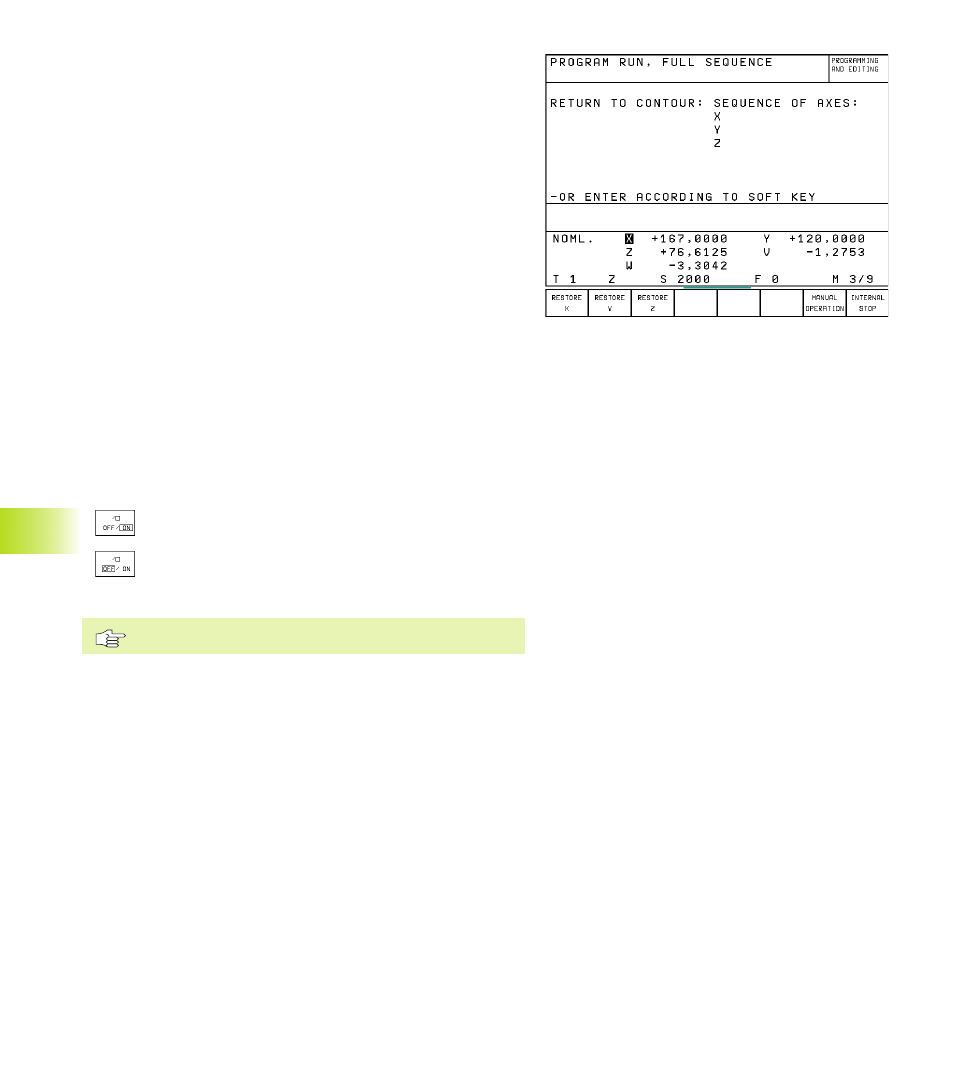
Ponowne dosuni cie narz dzia do konturu
Przy pomocy funkcji RESTORE POSITION TNC najeżdża narz dzie
do konturu przedmiotu w nast puj cych sytuacjach:
■
Ponowne dosuni cie narz dzia po przesuni ciu osi maszyny w
czasie przerwania pracy, które zostało przeprowadzone bez
INTERNAL STOP
■
Ponowne dosuni cie narz dzia po przebiegu do przodu z
RESTORE POS. AT N, np. po przerwaniu pracy z INTERNAL STOP
ú
Wybrać ponowne dosuni cia narz dzia do konturu: wybrać
Softkey RESTORE POSITION
ú
Przesun ć osi w tej kolejności, jak proponuje TNC na ekranie:
Softkey POSIT. LOGIC i zewn trzny przycisk START lub
ú
przesun ć osie w dowolnej kolejności: Softkeys RESTORE X,
RESTORE Z itd. nacisn ć i za każdym razem przy pomocy
zewn trznego przycisku START aktywować
ú
Kontynuować obróbk : nacisn ć zewn trzny przycisk START
11.5 Przeskoczyć bloki
Bloki, które przy programowaniu zostały oznaczone przez ”/”
znak, można przy teście programu lub w przebiegu programu
przeskoczyć:
ú
Bloki programu ze znakiem ”/” wypełnić lub
przetestować: ustawić Softkey na OFF
ú
Bloki programu ze znakiem ”/” nie wypełniać lub
testować: ustawić Softkey na ON
Ta funkcja nie działa dla bloków TOOL DEF
11.5 Przeskoczyć bloki