5 funkcje dodatkowe dla osi obr otowych – HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 140
127
TNC 426 firmy HEIDENHAIN
7.5 Funkcje dodatkowe dla osi obr
otowych
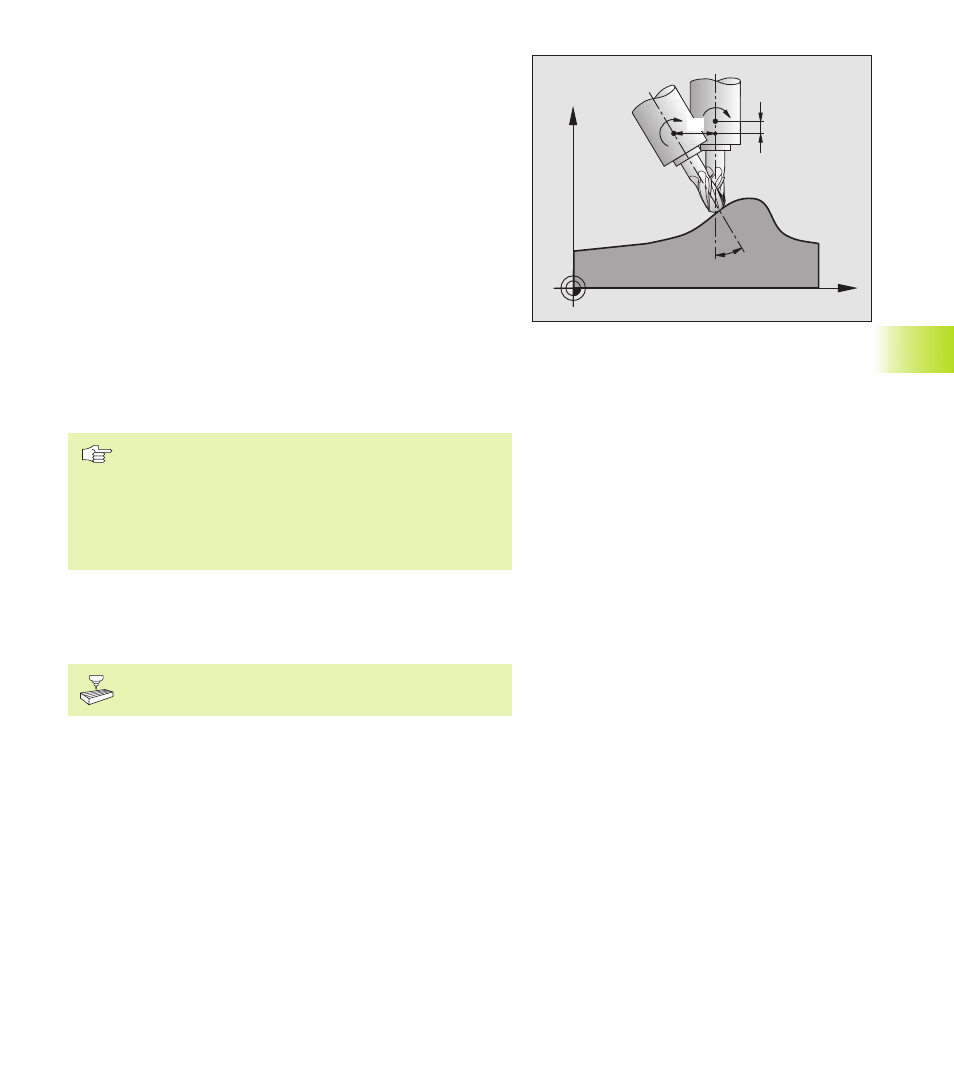
Automatyczna korekcja geometrii maszyny przy
pracy z osiami pochylenia (wahań): M114
Post powanie standardowe
TNC przemieszcza narz dzie na określone w programie obróbki
pozycje. Przy ustaleniu położenia z osiami pochylenia postprocesor
musi uwzgl dnić wzajemne przesuni cie narz dzia.
Post powanie z M114
TNC kompensuje przesuni cie narz dzia przy pomocy 3D korekcji
długości. Korekcja promienia musi być uwzgl dniona przez system
CAD lub przez postprocesor. Programowana korekcja promienia
RL/RR prowadzia do wydania komunikatu o bł dach ”NIE
DOZWOLONY NC ZAPIS”.
Rysunek po prawej stronie pokazuje przesuni cie punktu
odniesienia przy pochylaniu.
Jeśli NC program zostnie wytworzony przez postprocesor, to nie
musi zostać uwzgl dniona geometria maszyny.
Jeśli TNC dokonuje korekcji długości narz dzia, to
zaprogramowany posuw odnosi si do ostrego końca narz dzia,
poza tym do punktu odniesienia narz dzia.
Jeśli maszyna posiada sterowan głowic pochylenia,
można przerwać przebieg programu i zmienić położenie
osi pochylenia (np. przy pomocy kółka r cznego).
Przy pomocy funkcji RESTORE POS. AT N można
kontynuować wypełnienie programu obróbki od miejsca
jego zatrzymania. TNC uwzgl dnia automatycznie nowe
położenie osi pochylenia.
Działanie
M114 zadziała na pocz tku bloku, M115 na końcu bloku.
M114 cofa si z M115. Na końcu programu M114 również nie
działa.
Geometria maszyny musi być ustalona przez producenta
w parametrach maszyny 7510 i nast pnych.
X
Z
dB
dz
dx
B
B