HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 136
123
TNC 426 firmy HEIDENHAIN
7.4 Funkcje dodatkowe dla zachowania si narzdzia na torze kształtowym
Rzeczywisty posuw na torze (mm/min):
500
500
100
X
Y
S
S
X
Y
11
12
10
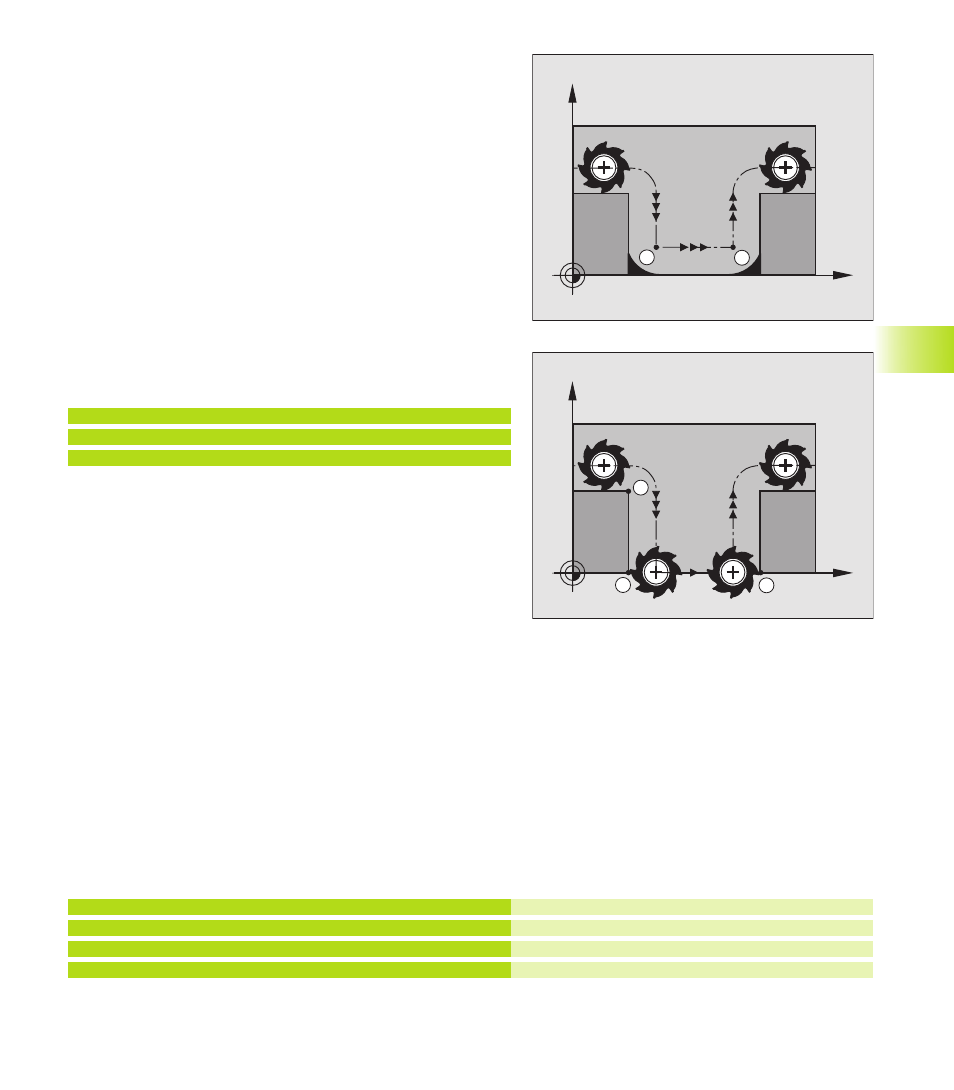
Otwarte naroża konturu kompletnie obrabiać: M98
Post powanie standardowe
TNC ustala na narożach wewn trznych punkt przeci cia torów freza
i przemieszcza narz dzie od tego punktu w nowym kierunku.
Jeśli kontur jest otwarty przy tych narożach, to prowadzi to do
niekompletnej obróbki: patrz rysunek po prawej stronie u góry.
Post powanie z M98
Przy pomocy funkcji dodatkowej M98 TNC przemieszcza narz dzie
tak daleko, że każdy punkt konturu zostaje rzeczywiście obrobiony:
patrz rysunek po prawej stronie na dole.
Działanie
M98 działa tylko w tych zapisach programu, w których M98
jest programowane.
M98 zadziała na końcu zapisu.
NC zapisy przykładowe
Dosun ć narz dzie do konturu po kolei w punktach 10, 11 i 12:
10 L X ... Y... RL F
11 L X... IY... M98
12 L IX+ ...
Współczynnik posuwu dla ruchów
zanurzeniowych: M103
Post powanie standardowe
TNC przemieszcza narz dzie niezależnie od kierunku ruchu z
ostatnio zaprogramowanym posuwem.
Post powanie z M103
TNC redukuje posuw na torze kształtowym, jeśli narz dzie
przesuwa si w kierunku ujemnym osi narz dzi. Posuw przy
zanurzeniu FZMAX zostaje obliczany z ostatnio zaprogramowanego
posuwu FPROG i współczynnika F%:
FZMAX = FPROG x F%
M103 wprowadzić
Jeśli do zapisu pozycjonowania zostaje wprowadzona M103, to
TNC prowadzi dalej dialog i zapytuje o współczynnik F.
Działanie
M103 zadziała na pocz tku zapisu.
M103 anulować: M103 bez współczynnika jeszcze raz
programować
NC zapisy przykładowe
Posuw przy pogł bianiu wynosi 20% posuwu na równej
płaszczyźnie.
...
17 L X+20 Y+20 RL F500 M103 F20
18 L Y+50
19 L IZ–2,5