HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 137
7 Programowanie: Funkcje dodatkowe
124
7.4 Funkcje dodatkowe dla zachowania si narzdzia na torze kształtowym
20 L IY+5 IZ–5
21 L IX+50
22 L Z+5
M103 aktywuje si przy pomocy parametrów maszyny
7440; patrz ”15.1 Ogólne parametry użytkownika”.
Pr dkość posuwowa przy łukach koła:
M109/M110/M111
Post powanie standardowe
TNC odnosi programowan pr dkość posuwow do toru punktu
środkowego narz dzia.
Post powanie przy łukach koła z M109
TNC utrzymuje stały posuw ostrza narz dzia przy obróbce
wewn trz i na zewn trz łuków koła.
Post powanie przy łukach koła z M110
TNC utrzymuje stały posuw przy łukach koła wył cznie podczas
obróbki wewn trznej. Podczas obróbki zewn trznej łuków koła nie
działa dopasowanie posuwu.
Działanie
M109 i M110 zadziałaj na pocz tku bloku.
M109 i M110 wycofuje si przy pomocy M111.
Obliczyć wst pnie kontur ze skorygowanym
promieniem (LOOK AHEAD): M120
Post powanie standardowe
Jeśli promień narz dzia jest wi kszy niż stopień konturu, który
należy najeżdżać ze skorygowanym promieniem, to TNC przerywa
przebieg programu i wydaje komunikat o bł dach. M97 (patrz
”Obrabiać małe stopnie konturu: M97”) nie dopuszcza pojawienia
komunikatu o bł dach, ale prowadzi do oznakowania ostrza po
wyjściu z materiału i przesuwa dodatkowo naroże.
Przy podcinaniach TNC uszkadza ewentualnie kontur.
Patrz rysunek z prawej strony.
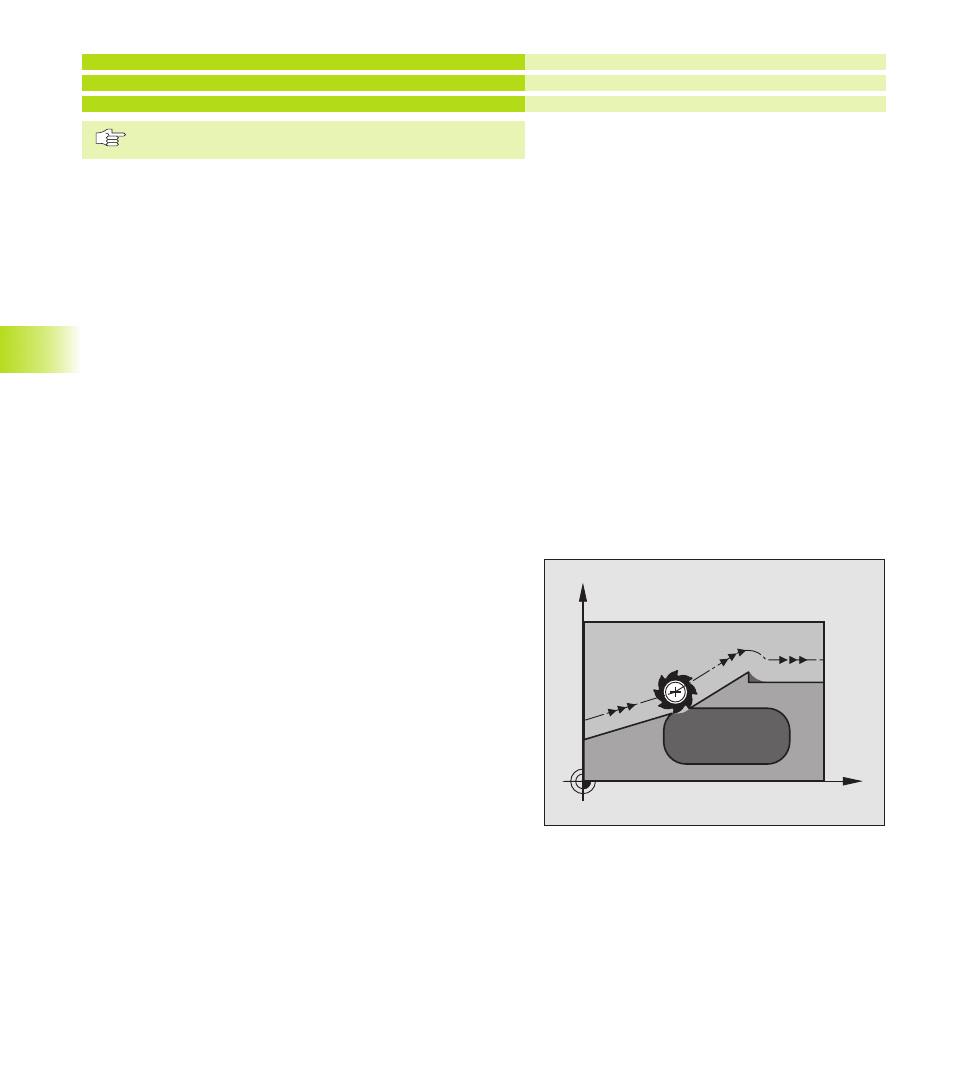
Post powanie z M120
TNC sprawdza kontur ze skorygowanym promieniem na podcinki i
przeci cia oraz oblicza wst pnie tor narz dzia od aktualnego
zapisu. Miejsca, w których narz dzie uszkodziłoby kontur,
pozostaj nie obrobione (na rysunku po prawej stronie
przedstawione w ciemnym tonie). Można M120 także używać, aby
dane digitalizacji lub dane, które zostały wytworzone przez
zewn trzny system programowania, uzupełnić wartościami korekcji
promienia narz dzia. W ten sposób odchylenia od teoretycznego
promienia narz dzia mog zostać skompensowane.
141
500
500
X
Y