HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 160
147
TNC 426 firmy HEIDENHAIN
ú
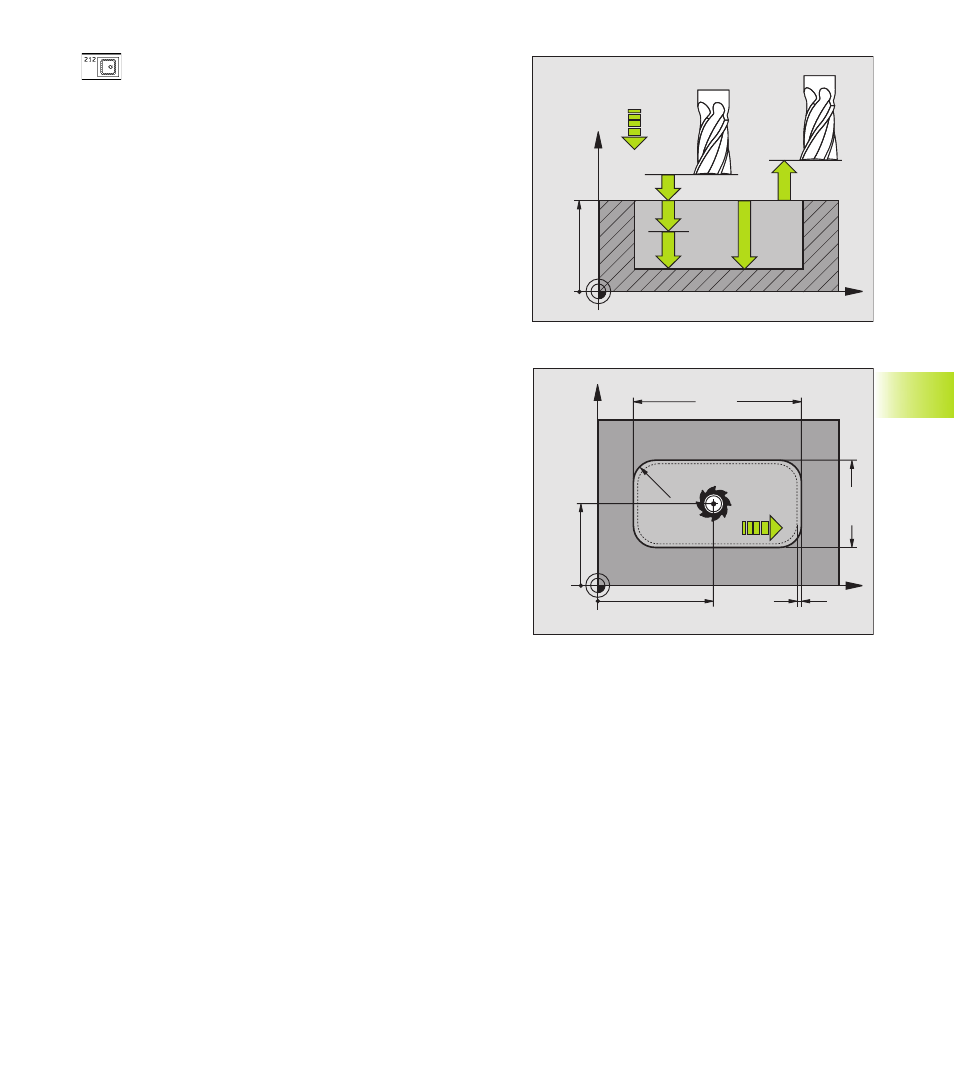
BEZPIECZNA WYSOKOŚĆ Q200 (przyrostowo):
odst p pomi dzy ostrzem narz dzia i powierzchni
obrabianego przedmiotu
ú
GŁ BOKOŚĆ Q201 (przyrostowo): odst p pomi dzy
powierzchni obrabianego przedmiotu i dnem
wybrania
ú
POSUW DOSUWU NA GŁ BOKOŚĆ Q206: pr dkość
przemieszczania si narz dzia przy dojeżdżaniu na
GŁ BOKOŚĆ w mm/min. Jeśli narz dzie zagł bia si
w materiał, wtedy wprowadzić niewielk wartość; jeśli
nast piła już obróbka zgrubna, wtedy wprowadzić
wi ksz wartość posuwu
ú
GŁ BOKOŚĆ DOSUWU Q202 (przyrostowo), wymiar
o jaki narz dzie zostaje każdorazowo dosuni te;
wprowadzić wartość wi ksz od zera
ú
POSUW FREZOWANIA Q207: pr dkość
przemieszczania si narz dzia przy frezowaniu w
mm/min
ú
WSPÓŁRZ. POWIERZCHNI DETALU Q203
(bezwzgl dna): współrz dna powierzchni
obrabianego przedmiotu
ú
2 GA BEZPIECZNA WYSOKOŚĆ Q204 (przyrostowo):
współrz dna osi wrzeciona, na której nie może dojść
do kolizji pomi dzy narz dziem i obrabianym
przedmiotem (mocowadłem)
ú
ŚRODEK 1 SZEJ OSI Q216 (bezwzgl dne): środek
wybrania w osi głównej płaszczyzny obróbki
ú
ŚRODEK 2 GIEJ OSI Q217 (bezwzgl dne): środek
wybrania w osi pomocniczej płaszczyzny obróbki
ú
DŁUGOŚĆ 1 SZEJ STRONY Q218 (przyrostowo):
długość wybrania, równoległa do osi głównej
płaszczyzny obróbki
ú
DŁUGOŚĆ 2 GIEJ STRONY Q219 (przyrostowo):
długość wybrania, równoległa do osi pomocniczej
płaszczyzny obróbki
ú
PROMIEŃ NAROŻA Q220: promień naroża wybrania.
Jeśli nie został wprowadzony, TNC wyznacza
PROMIEŃ NAROŻA równy promieniowi narz dzia
ú
NADDATEK 1 SZEJ OSI Q221 (przyrostowo):
naddatek w osi głównej płaszczyzny obróbki,
odniesiony do długości wybrania
X
Z
Q200
Q201
Q206
Q202
Q203
Q204
8.3 Cykle dla fr
ezowania wybrania, czopów i r
owków wpustowych
X
Y
Q219
Q218
Q217
Q216
Q207
Q221
Q220