HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 94
81
TNC 426 firmy HEIDENHAIN
6.3 Dosunicie narzdzia do konturu i odsunicie od konturu
Współrz dne można wprowadzać w wielkościach bezwzgl dnych
lub przyrostowych jako współrz dne prostok tne lub biegunowe.
Przy pozycjonowaniu od pozycji rzeczywistej do punktu
pomocnicznego P
H
TNC nie sprawdza czy programowany kontur
zostanie uszkodzony. Prosz to sprawdzić przy pomocy grafiki
testowej!
Przy dosuni ciu narz dzia musi być ta przestrzeń pomi dzy
punktem startu P
S
i pierwszym punktem konturu P
A
na tyle duża,
że zostanie osi gni ty zaprogramowany posuw obróbki.
Od pozycji rzeczywistej do punktu pomocniczego P
H
TNC
przemiesza narz dzie z ostatnio zaprogramowanym posuwem.
Korekcja promienia
Korekcj promienia programuje si razem z pierwszym punktem
konturu P
A
w zapisie APPR. Zapisy DEP anuluj automatycznie
korekcj promienia!
Dosuni cie narz dzia bez korekcji promienia: Jeśli w zapisie APPR
programowany jest R0, to TNC przemieszcza narz dzie jak w
przypadku narz dzia R = 0 mm i korekcj promienia RR! W ten
sposób ustalony jest dla funkcji APPR/DEP LN i APPR/DEP CT
kierunek, w którym TNC przemieszcza narz dzie do i od konturu.
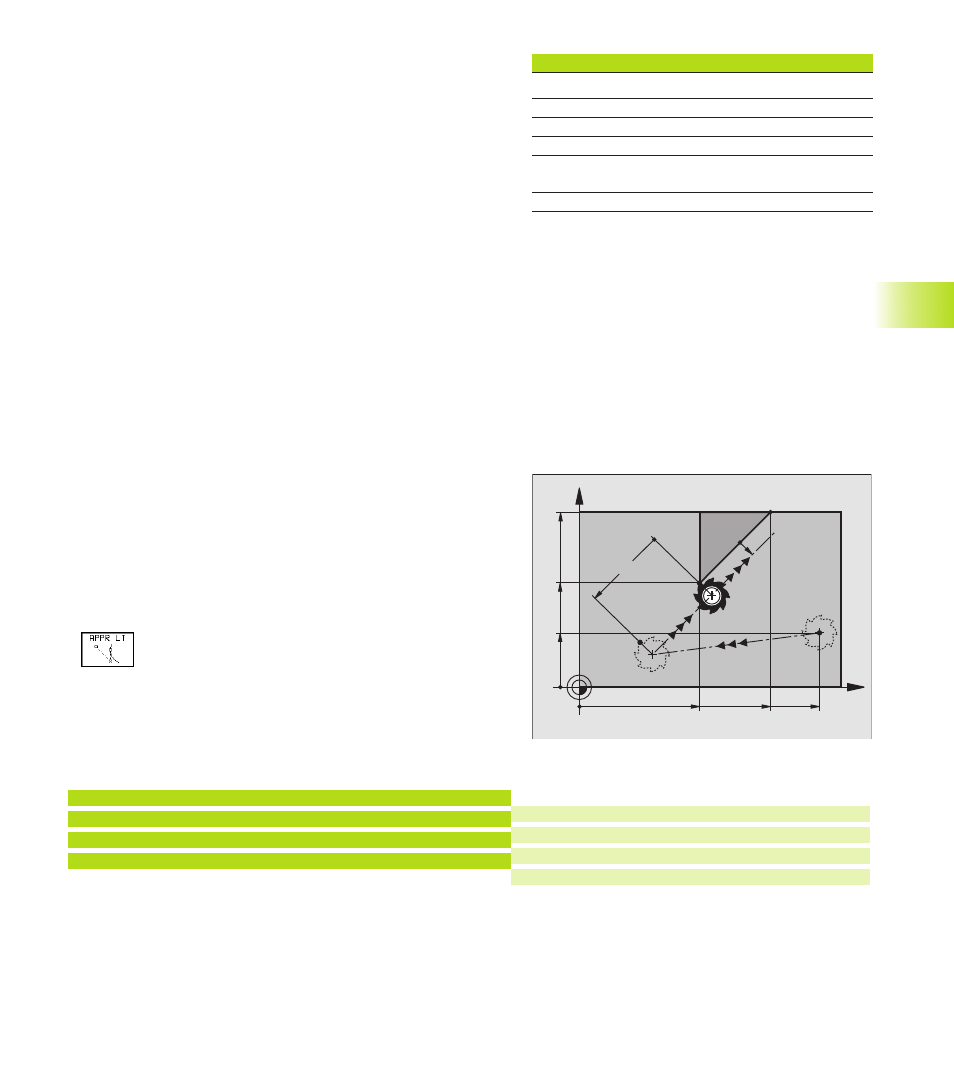
Dosuni cie narz dzia po prostej
z przył czeniem stycznym: APPR LT
TNC przemieszcza narz dzie po prostej od punktu startu P
S
do
punktu pomocniczego P
H
. Od niego dosuwa narz dzie do punktu
konturu P
A
stycznie po prostej. Punkt pomocniczy P
H
ma odst p
LEN od pierwszego punktu konturu P
A
.
ú
Dowolna funkcja toru kształtowego: dosun ć narz dzie do
punktu startu P
S
en
ú
Otworzyć dialog przyciskiem APPR/DEP i Softkey
APPR LT:
ú
WSPÓŁRZ DNE pierwszego punktu konturu P
A
ú
LEN: Odst p pomi dzy punktem pomocniczym P
H
i
pierwszym punktem konturu P
A
ú
KOREKCJA PROMIENIA dla obróbki
NC zapisy przykładowe
7 L X+40 Y+10 R0 FMAX M3
8 APPR LT X+20 Y+20 Z 10 LEN15 RR F100
9 L X+35 Y+35
10 L ...
Skrót
Znaczenie
APPR
angl. APPRoach = podjazd
DEP
angl. DEParture = odjazd
L
angl. Line = prosta
C
angl. Circle = koło
T
stycznie (stałe, płynne
przejście)
N
normalna (prostopadła)
P
S
ohne Radiuskorrektur anfahren
P
A
mit Radiuskorr. RR, Abstand P
H
zu P
A
: LEN=15
Endpunkt erstes Konturelement
Nächstes Konturelement
X
Y
20
10
20
P
A
RR
P
S
R0
15
P
H
RR
RR
40
35
35