2 dane o narzdziach – HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 69
56
5 Programowanie: narz dzia
5.2
Dane o narzdziach
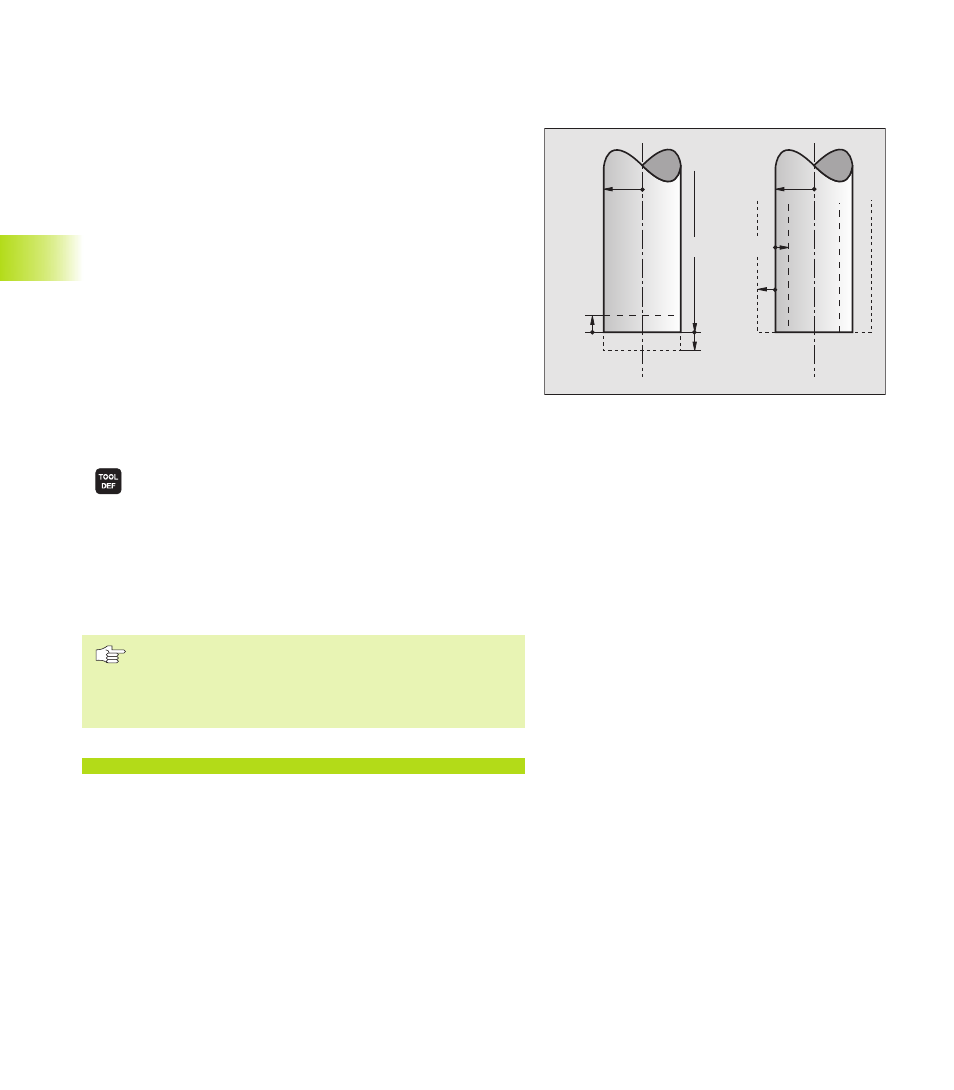
DR<0
DR>0
DL<0
R
DL>0
L
R
Promień narz dzia R
Promień narz dzia zostaje wprowadzony bezpośrednio.
Wartości delta dla długości i promieni
Wartości delta oznaczaj odchylenia od długości i promienia
narz dzi.
Dodatnia wartość delty oznacza naddatek (DR>0). Przy obróbce z
naddatkiem prosz wprowadzić wartość naddatku przy
programowaniu wywołania narz dzi z TOOL CALL.
Ujemna wartość delty oznacza niedomiar (DR<0). Niedomiar
zostaje wprowadzony do tabeli narz dzi dla zużycia narz dzia.
Prosz wprowadzić wartości delta w postaci wartości liczbowych, w
zapisie TOOL CALL można przekazać te wartości jako parametr Q.
Zasi g wprowadzenia: wartości delta mog wynosić maksymalnie
99,999 mm.
Dane o narz dziach do programu wprowadzić
Numer, długość i promień dla określonego narz dzia ustala si w
programie obróbki jednorazowo w zapisie TOOL DEF:
ú
Wybrać definicj narz dzia: nacisn ć przycisk TOOL
DEF
ú
Wprowadzić NUMER NARZ DZIA: przy pomocy
numeru narz dzia jednoznacznie oznaczyć dane
narz dzie.
ú
Wprowadzić DŁUGOŚĆ NARZ DZIA: wartość
korektury dla długości
ú
Wprowadzić PROMIEŃ NARZ DZIA
W czasie dialogu można wprowadzić wartość długości
przyciskiem ”Przej ć położenie rzeczywiste”
bezpośrednio do pola dialogowego. Prosz zwrócić
uwag , żeby oś narz dzi przy wskazaniu stanu była
zaznaczona.
Przykład NC zapisu
4 TOOL DEF 5 L+10 R+5