2 cykle wier cenia – HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 147
8 Programowanie: Cykle
134
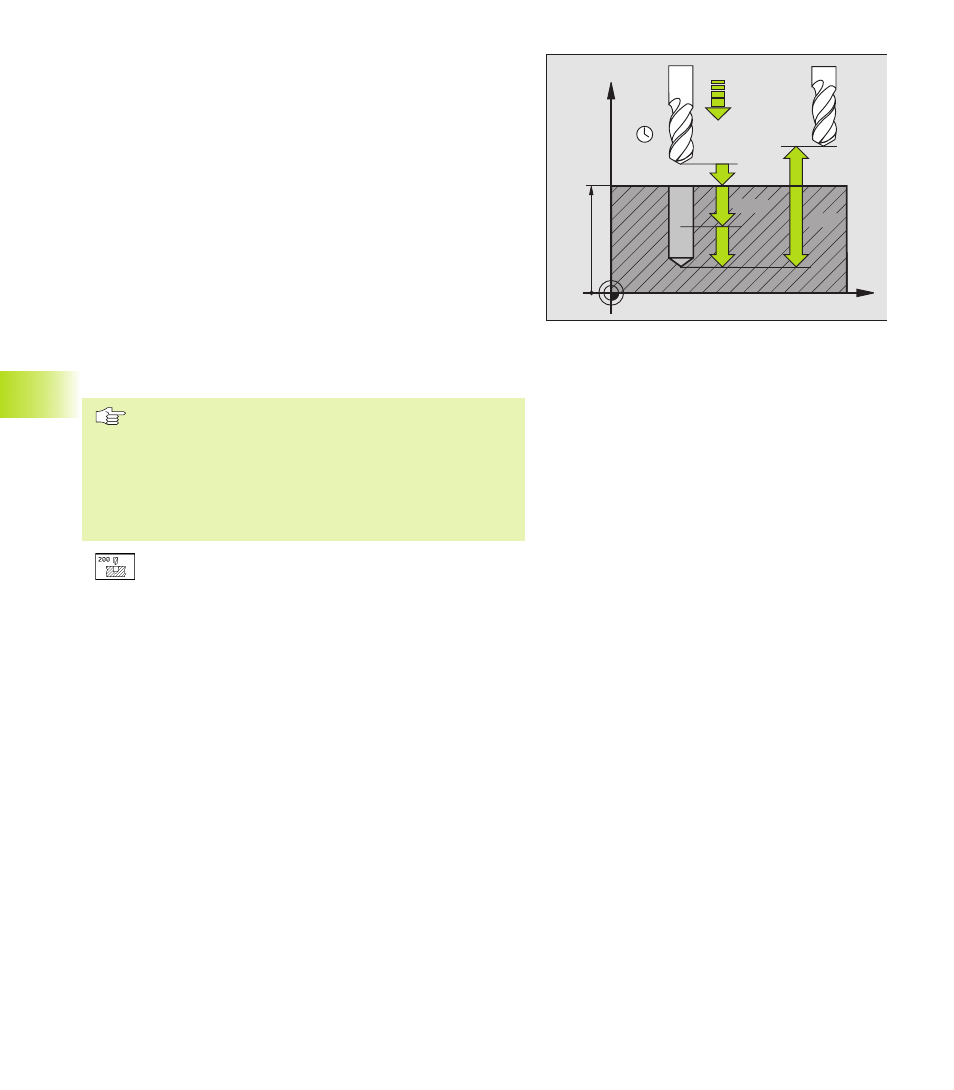
WIERCENIE (cykl 200)
1 TNC pozycjonuje narz dzie w osi wrzeciona na biegu szybkim
FMAX, na BEZPIECZNEJ WYSOKOŚCI nad powierzchni
przedmiotu
2 Narz dzie wierci z zaprogramowanym POSUWEM F do pierwszej
GŁ BOKOŚCI DOSUWU
3 TNC odsuwa narz dzie w FMAX na BEZPIECZN WYSOKOŚĆ,
przerywa na krótko tam jeśli to zostało wprowadzone i
przemieszcza narz dzie w FMAX na 0,2 mm nad pierwsz
GŁ BOKOŚCI DOSUWU
4 Nast pnie wierci narz dzie z wprowadzonym POSUWEM F o
dalsz GŁ BOKOŚĆ DOSUWU
5 TNC powtarza t operacj (2 do 4), aż zostanie osi gni ta
wprowadzona GŁ BOKOŚĆ WIERCENIA
6 Od dna otworu narz dzie przesuwa si w FMAX na BEZPIECZN
WYSOKOŚĆ lub jeśli zostało wprowadzone na
2. BEZPIECZN WYSOKOŚĆ
Prosz uwzgl dnić przed rozpocz ciem
programowania
Zaprogramować blok pozycjonowania w punkcie startu
(środek odwiertu) płaszczyzny obróbki z KOREKCJ
PROMIENIA R0.
Znak liczby parametru GŁ BOKOŚĆ określa kierunek
pracy (obróbki).
ú
BEZPIECZNA WYSOKOŚĆ Q200 (przyrostowo):
odległość pomi dzy ostrzem narz dzia i
powierzchni obrabianego przedmiotu
ú
GŁ BOKOŚĆ Q201 (przyrostowo): odst p pomi dzy
powierzchni obrabianego przedmiotu i dnem
odwiertu (wierzchołek stożka wiercenia)
ú
POSUW DOSUW NA GŁ BOKOŚĆ Q206: pr dkość
przesuwania si narz dzia przy wierceniu w mm/min
ú
GŁ BOKOŚĆ DOSUWU Q202 (przyrostowo): wymiar,
o jaki narz dzie zostaje za każdym razem dosuni te.
TNC dojeżdża jednym chodem roboczym na
GŁ BOKOŚĆ jeśli:
■
GŁ BOKOŚĆ DOSUWU I GŁ BOKOŚĆ s równe
■
GŁ BOKOŚĆ DOSUWU jest wi ksza niż
GŁ BOKOŚĆ
GŁ BOKOŚĆ nie musi być wielokrotności
GŁ BOKOŚCI DOSUWU
ú
PRZERWA CZASOWA NA GÓRZE Q210: czas w
sekundach, w którym narz dzie przebywa na
BEZPIECZNEJ WYSOKOŚCI, po tym kiedy zostało
wysuni te przez TNC z otworu dla usuni cia wiórów
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
8.2 Cykle wier
cenia